
Все поршни имеют по два компрессионных и одно маслосъемное кольца. Верхнее компрессионное кольцо имеет хромированные рабочие кромки. Второе компрессионное кольцо скребкового типа, трапециевидного сечения. Поршневые кольца имеют цифровую маркировку, которая при установке колец должна быть обращена вверх.
В настоящем руководстве дается общее для всех поршней и их деталей описание, хотя они у разных двигателей отличаются друг от друга. Если двигатель не имеет вставных гильз, то упоминание о них в тексте к этим двигателям не относится.
Внимание! При заказе новых поршней (и гильз) следует обязательно указывать номер двигателя.
Разборка
Для разделения поршней и шатунов в обязательном порядке необходимы специальные приспособления. Если таковых в распоряжении нет, то эту работу следует поручать мастерской. Даже при замене поршней необходимы эти специальные приспособления, например, при установке пальцев поршней. Необходима также соответствующая плитка, с помощью которой выполняется разогрев головки шатуна до температуры 250°С. Чтобы проверить температуру нагрева головки шатуна, понадобится плавкий штифт, плавящийся именно при такой температуре. Исходя из изложенного, мы рекомендуем работы по разборке и замене поршней и шатунов поручать мастерской, самостоятельно демонтировав их для доставки в мастерскую.
1. Извлеките поршни и шатуны из гильз цилиндров или из каналов цилиндров. Нанесите соответствующие метки, чтобы не перепутать детали местами.
Если необходимо только лишь заменить поршневые кольца, то прежние кольца необходимо по порядку снять с помощью щипцов для установки поршневых колец (см. иллюстрацию 10.1).
10.1 Снятие поршневых колец с помощью щипцов для установки колец
В случае, если эти же кольца будут устанавливаться повторно, то их следует также промаркировать, чтобы поставить на прежние места.
При отсутствии щипцов для установки поршневых колец последние снимаются посредством подкладывания под оба конца колец металлических пластинок.
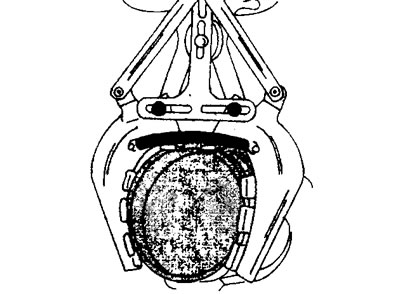
Для дальнейшей разборки поршня также нужно специальное приспособление. Поршневой палец можно выдавить бойком, установив поршень в специальный пресс (см. иллюстрацию 10.1а).
10.1а Выпрессовывание поршневого пальца на специальном прессе (оправке). Отверстие в прессе должно быть соосно отверстию в поршне
Если поршень отделен от шатуна, то этот поршень нельзя устанавливать повторно, потому что при выпрессовке пальца происходит нарушение посадочного размера отверстия.
Проверка
Тщательно осмотрите все детали. Если на их поверхностях имеются признаки коррозии, царапины или их износ достиг допустимых пределов, то такие детали подлежат замене.
2. Измерьте зазоры поршневых колец по высоте в проточках, последовательно вставляя кольца в соответствующую канавку на поршне. Размер зазора определяется с помощью шаблона, вставляемого в щель между рабочей кромкой кольца и поверхностью канавки на поршне. Если размер зазора не соответствует спецификации,то изношены или кольца или поршни (см. иллюстрацию).
10.2 Измерение зазора поршневых колец по высоте. Перед выполнением измерения тщательно почистите проточки под кольца на поршне
3. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольца по порядку в гильзу цилиндра. Перевернув поршень, протолкните кольцо в гильзу на расстояние примерно 15 мм от нижнего края гильзы. Для определения положения кольца в гильзе, уложите блок цилиндров на бок (см. иллюстрацию).

10.3 Измерьте зазоры в замках поршневых колец. Для этого вставьте кольца по порядку в гильзу цилиндра. Перевернув поршень, протолкните кольцо в гильзу на расстояние примерно 15 мм от нижнего края гильзы.
Для замера зазора замка кольца вставьте в отверстие между концами кольца измерительный шаблон. Зазоры замков не регулируются и при увеличенных зазорах кольца подлежат замене.
4. Измерьте микрометром диаметр поршня в плоскости, перпендикулярной поршневому пальцу. По диаметру отверстия под поршневой палец поршни подразделяются натри класса. Поршневые пальцы по этой причине имеют маркировку краской соответствующего цвета на торце. Поршни и поршневые пальцы выпускаются попарно и клеймятся соответствующим образом.
На днище поршней двигателей со вставными рабочими гильзами цилиндров нанесена буква, а на гильзах цилиндров - насечки. На поршни также нанесена краска, которой маркируются поршневые пальцы, устанавливаемые на данном классе поршней.
Для проверки зазора между поршнем и цилиндром измерьте диаметр отверстия цилиндра. Отверстие измеряется в продольном и поперечном направлениях и в трех точках по всей высоте гильзы или отверстия цилиндра. Таким образом определяются максимальный и минимальный диаметры. Запишите полученные значения.
5. Вычтите из значения диаметра гильзы или отверстия цилиндра значение диаметра поршня. Полученная разница и будет величиной зазора между поршнем и гильзой (стенкой) отверстия цилиндра. Если зазор выше номинальных значений, то необходимо установить новый комплект поршней (и гильз цилиндра). Взамен устанавливаются поршни с такой же маркировкой, что и прежние. Иногда, чтобы прочитать буквенную маркировку, необходимо удалить нагар с днища поршня.
6. Проверьте состояние поршневых пальцев и отверстий под пальцы и убедитесь, что они не изношены и не повреждены. Поршневые пальцы поставляются только в комплекте с поршнями. Поршневой палец должен иметь определенный зазор. Это значит, что он должен входить в отверстие в поршне от простого нажатия большого пальца руки, но не должен выпадать.
Сборка
После проверки и необходимой замены деталей шатунно-поршневой группы выполняется сборка поршней и шатунов.
7. Убедитесь, что шатуны не имеют скручивания или изгиба. Для этого проверьте шатун в соответствующей установке. Мы рекомендуем выполнять данную проверку в мастерской. Скрученные или погнутые шатуны отрицательно скажутся на работе двигателя.
8. Положите шатуны на плитку для их разогрева. Расположите шатуны на плитке в форме звездочки так, чтобы нагревались только головки шатунов (см. иллюстрацию).
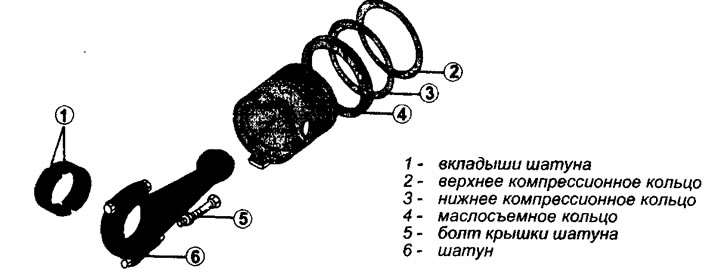
10.0 Элементы шатунно-поршневой группы
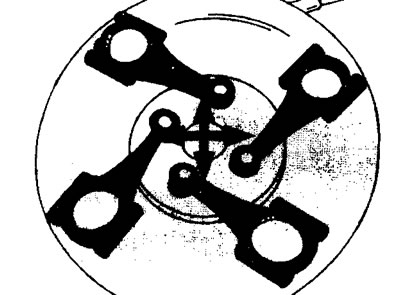
10.8 Положите шатуны на плитку для их разогрева. Расположите шатуны на плитке в форме звездочки так, чтобы нагревались только головки шатунов
С помощью плавкого штифта проверяйте температуру нагрева головок шатунов, которая не должна быть выше 25О°С. Крышки нагреваемых шатунов должны быть затянуты болтами так, чтобы между их половинками был зазор не менее 1 мм.
9. Приготовьте поршневой палец к сборке, надев его на валик для установки поршневых пальцев, и закрепите винтом. Винт плотно не затягивайте, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном. Валик и поршневой палец хорошо смажьте моторным маслом.
Если после сборки поршней и шатунов будут устанавливаться новые вкладыши шатунов, то шатуны можно устанавливать, не придерживаясь маркировки, сделанной при снятии.
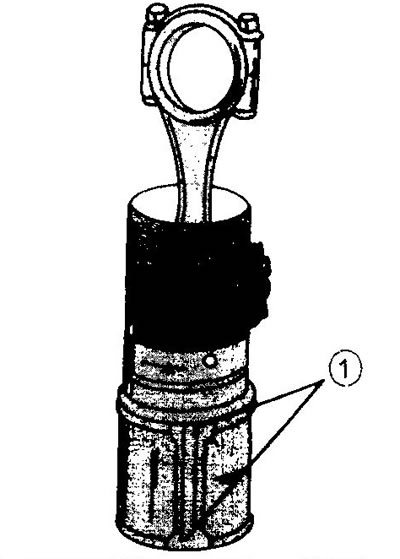
Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была обращена к передней стороне двигателя. Кроме того, на днище поршня есть обозначение «DT», указывающее, что стрелка должна быть обращена к зубчатому ремню (см. иллюстрацию).
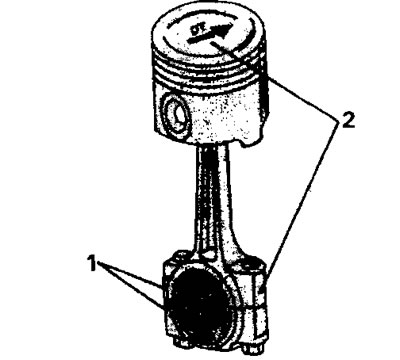
10.9 Правильно выполненная сборка поршня и шатуна. Метки на шатуне и крышке шатуна (1), а также надпись «DT» и выемка (2) должны быть в положении, как показано на иллюстрации. Поршневые пальцы у двигателей с 16 клапанами удерживаются стопорными кольцами
10. Закрепите поршень в специальном приспособлении так, чтобы отверстие поршня совпадало с отверстием в специальном приспособлении.
11. Захватите нагревшийся шатун клещами и заведите его в закрепленный в специальном приспособлении поршень.
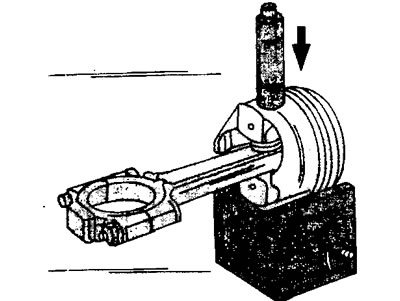
12. Протолкните поршневой палец, за ранее закрепленный на валике, в отверстие поршня до заплечика на валике и удерживайте его в этом положении до остывания шатуна (см. иллюстрацию).
10.12 Протолкните поршневой палец, заранее закрепленный на валике, в отверстие поршня до заплечика на валике и удерживайте его в этом положении до остывания шатуна
Проталкивая палец в отверстие, следите за соосностью отверстий в головке шатуна и в поршне, чтобы палец встал правильно. При необходимости смещайте шатун, чтобы выдержать соосность.
Для правильного соединения пальца с шатуном запрессовывайте палец как можно скорее, так как шатун быстро охлаждается и после охлаждения нельзя будет изменить положение пальца.
Через несколько секунд после запрессовки поршневого пальца, высвободите поршень из крепления в приспособлении и убедитесь, что поршень будет свободно ходить на шатуне после того, как шатун остынет.
13. Выверните валик приспособления для установки поршневого пальца и таким же образом соедините следующие поршень и шатун. После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
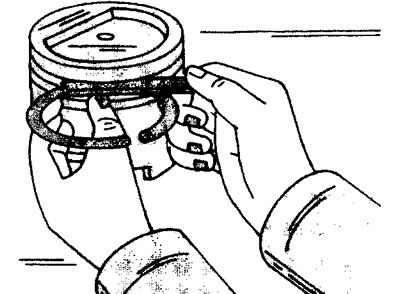
14. Установите на поршень по порядку поршневые кольца. Метка «ТОР» на обоих компрессионных кольцах должна быть обращена вверх. Перед установкой внимательно осмотрите кольца, чтобы не перепутать их. Для установки колеи необходимы щипцы. При их отсутствии можно установить по внешнему диаметру поршня тонкие металлические пластинки (к примеру, измерительные шаблоны) и закрепить кольца, надевая их на эти пластинки. Пластинки извлекайте, как только кольцо будет находиться на уровне соответствующей канавки. Будьте осторожны, потому что кольца хрупкие и легко ломаются.
15. Смажьте поршневые кольца моторным маслом и установите их на поршне так, чтобы их замки располагались должным образом.
16. Установите замок маслосъемного кольца на поршне так, как показано на (иллюстрации 10.16),
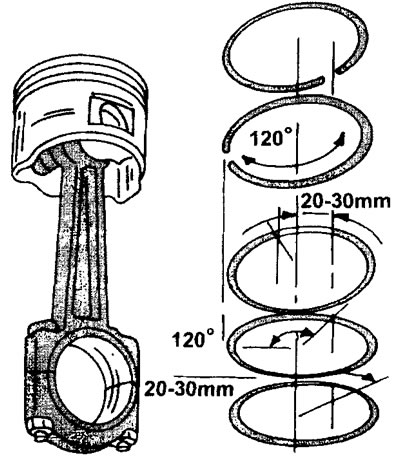
10.16 Расположение поршневых колец на поршне
а оба компрессионных кольца сместите на 20-30 мм так, чтобы их замки располагались под углом 120° относительно замка маслосъемного кольца (см. иллюстрацию 10.17а).
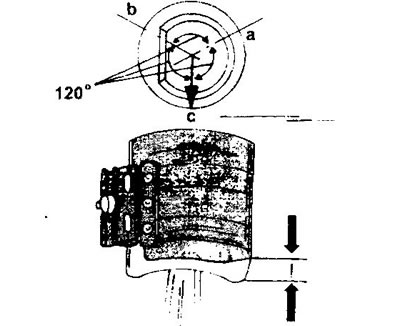
10.17а Поршень двигателя XU10. Монтажная втулка для установки этих поршней в отверстия цилиндров должна крепиться так, чтобы нижняя часть юбки поршня выступала из-под втулки (см. стрелки), а, Ь, с - расположение замков поршневых колец на поршне
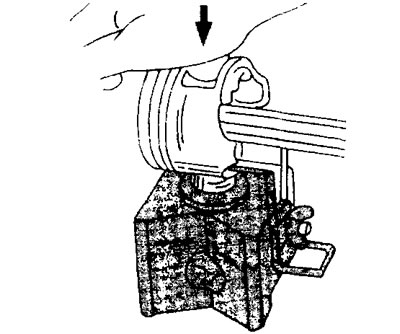
17. Смажьте поршни моторным маслом и вставьте их в соответствующие рабочие гильзы цилиндров или отверстия в блоке цилиндров. Для установки поршней и сжатия поршневых колец необходима монтажная втулка. Если поршни устанавливаются в рабочие гильзы цилиндров, то монтажную втулку закрепляют на поршне так, чтобы верх поршня выступал из-под втулки на 4-5 мм (см. иллюстрацию).
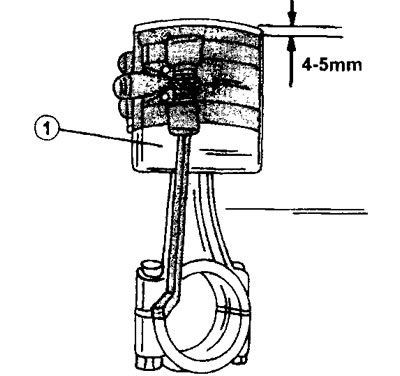
10.17 Крепление монтажной втулки на поршне, вставляемом в гильзу цилиндра
Закрепленная таким образом втулка позволяет устанавливать поршень снизу гильзы цилиндра. При установке поршней в отверстия цилиндров монтажную втулку следует крепить иначе. В этом случае втулка должна располагаться на поршне так, чтобы выступала нижняя часть юбки поршня (см. иллюстрацию 10.17а). После этого поршень вставьте сверху в отверстие цилиндра в блоке цилиндров (см. иллюстрацию 10.17б).
10.17б Установка поршня с помощью монтажной втулки в отверстие цилиндра в блоке цилиндров. Следите за тем, чтобы метки на поршнях и отверстиях цилиндров совпадали
Следите за тем, чтобы совпадали метки на поршнях и отверстиях цилиндров.
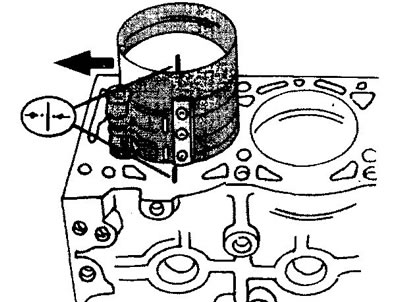
18. Проверьте после установки поршней в гильзы цилиндров положение поршней в них и убедитесь, что плоская сторона шатуна располагается параллельно плоскости на внешней поверхности гильзы, а стрелка на днище поршня указывает в сторону зубчатого ремня газораспределительного механизма (см. иллюстрацию).
10.18 Установите поршни и шатуны в гильзах цилиндров таким образом, чтобы плоская сторона шатуна располагалась параллельно плоскости 1 на внешней поверхности гильзы
19. Установите, если требуется, новые круглые прокладки в основание гильз.
20. Вставьте гильзы в блок цилиндров, не допуская их смещения и измерив выступ гильз (см. соответствующую главу).
21. Убедитесь, что метки в верхней части гильз совпадают с метками на головке цилиндров, а стрелки на днищах цилиндров указывают в сторону, на которой находится зубчатый ремень (см. иллюстрацию 10.17б).
22. Установите крышки шатунных подшипников. Гайки крепления подшипников вначале затяните с моментом 40 Нм, а затем отверните и снова затяните, но с моментом 20 Нм. После этого все гайки доверните, пользуясь угломером, на 70°.
23. Убедитесь, что метки на шатунах и на крышках подшипников находятся на одной стороне.
После затяжки всех крышек подшипников коленчатый вал проверните несколько раз, чтобы убедиться, что он вращается свободно и нигде не клинит.