
Дюзите са закрепени със скоби.
Капакът на главата на цилиндъра е изработен от пластмаса с интегрирана гърловина за пълнене на масло и вход на системата за вентилация на картера.
Уплътненията на главата на цилиндъра са кантирани от неръждаема стомана и се предлагат в пет дебелини.
Отстраняването на главата на цилиндровия блок се извършва на студен двигател.
Внимание! Сменете всички скоби и скоби, които са повредени или срязани по време на отстраняване, с нови, когато монтирате главата на блока. Когато сменяте главата на блока, напълнете охладителната система с нова охлаждаща течност.
Оттегляне
Изключете запалването и изключете проводника от отрицателния щепсел на акумулаторната батерия.
Източете охлаждащата течност.
Свалете задвижващия ремък на аксесоарите.
Свалете зъбчатия ремък.
Отстранете декоративния корпус от двигателя.
Отстранете пластмасовата напречна греда на предното стъкло и звукоизолиращите плочи.
Изключете конектора от разходомера за въздух.
На изхода на турбокомпресора откачете и отстранете огъната тръба.
Отстранете интегрирания модул за подаване на въздух.
С помощта на специален защитен комплект затворете въздушните тръби и капаците на леглата на разпределителния вал.
Отстранете топлинния щит и каталитичния конвертор.
Откачете тръбата за освобождаване на налягането на EGR клапана.
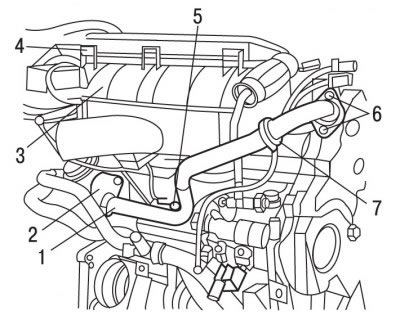
Фиг. 4.2. Тръба и клапан на системата за рециркулация на отработените газове: 1 - скоба; 2 - болтове; 3 - корпус на въздушния филтър; 4 - капак на въздушния филтър; 5 - болт; 6 - болтове; 7 - тръба
Развийте болтове 2, 5 и 6 (фиг. 4.2), разхлабете скобите 1 и отстранете тръбата на системата за рециркулация на отработените газове.
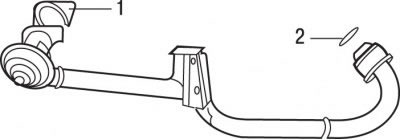
Фиг. 4.3. Тръба на системата за рециркулация на отработените газове: 1 - метално уплътнение; 2 - уплътнителен пръстен
Отстранете с последваща инсталация металното уплътнение 1 (фиг. 4.3) на клапана за рециркулация на отработените газове и уплътнителния пръстен 2.
Отстранете джъмперите, свързващи подгревните свещи.
Отстранете подгревните свещи.
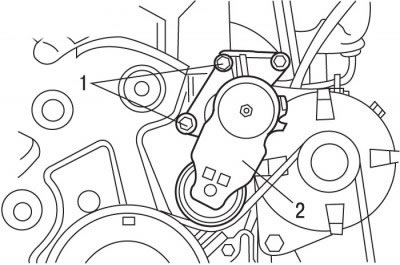
Фиг. 4.4. Местоположението на болтовете (1), закрепващи опъващата ролка (2) на задвижващия ремък на аксесоарите
Развийте болтовете 1 (фиг. 4.4) и отстранете опъващата ролка 2 на ремъка на задвижването на спомагателните агрегати.
Изключете от контактните гнезда на генератора.
Развийте закрепващите болтове и извадете генератора от двигателя.
Развийте болтовете и отстранете горната опора на генератора.
Развийте горните болтове за закрепване на опората на горивната помпа за високо налягане.
Почистете мръсотията от тръбите за подаване на гориво.
Изключете от пулверизаторите и тръбопроводите за високо налягане на разпределителния тръбопровод за гориво (Common Rail). За да предотвратите навлизането на мръсотия, затворете тръбите и фитингите на тръбата за разпределение на горивото с подходящи тапи.
Развийте болтовете, отстранете закрепващите скоби на пулверизаторите 5 и, като внимавате, извадете пулверизаторите от главата на цилиндровия блок.
Затворете гнездата на инжектора и дюзите на инжектора с подходящи тапи.
Отстранете блока за изхода на охлаждащата течност и го оставете настрана.
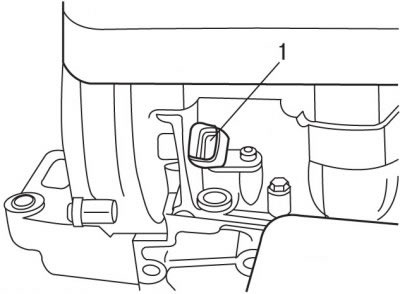
Фиг. 4.5. Местоположение на сензора (1) позиция на разпределителния вал
Отстранете сензора за положение на разпределителния вал 1 (фиг. 4.5).
Фиг. 4.6. Разположение на болтовете (1) за закрепване на капаците на лагерите на разпределителния вал
Развийте болтовете 1 (фиг. 4.6) за закрепване на капаците на леглата на разпределителния вал.
Откачете тръбата за освобождаване на налягането от вакуумната помпа.
Свалете капачката на лагера на разпределителния вал.
В реда, обратен на затягането, постепенно разхлабете и след това напълно развийте болтовете на главата на цилиндъра.
Поставете извити лостове в отворите на главата на цилиндъра и като ги натиснете, отделете главата от блока на цилиндъра.
Отстранете главата на цилиндъра и я поставете върху мека основа.
Подготовка на главата на блока за монтаж
Свързващите се повърхности на главата и цилиндровия блок трябва да бъдат идеално чисти. Използвайте твърда пластмасова или дървена стъргалка, за да ги почистите. Бъдете внимателни, когато почиствате, тъй като алуминиевата сплав е много лесна за повреждане. Уверете се, че въглеродните отлагания не попадат в каналите на системата за смазване и охлаждане. Това е особено важно за системата за смазване, тъй като отлаганията могат да блокират подаването на масло към частите на двигателя. Почистете каналите, ако е необходимо.
Проверете свързващите повърхности на главата и цилиндровия блок: те не трябва да имат прорези, дълбоки драскотини или други повреди. Малките дефекти могат да бъдат отстранени чрез механична обработка. В случай на значителни дефекти, частите трябва да бъдат заменени.
С помощта на метална линийка и щуп проверете плоскостта на свързващите се повърхности.
Ако отклонението от плоскостта надвишава 0,05 mm, главата трябва да се шлайфа повторно.
Почистете резбите на отворите за болтовете на главата на цилиндъра.
Почистете отворите за болтове в блока. Завинтването на болт в напълнен с масло отвор може да разруши блока поради хидравлично налягане.
Преди да използвате повторно болтовете, измерете дължината на болтовете до основата на главата, която не трябва да бъде повече от 149,0 mm.
Инсталиране
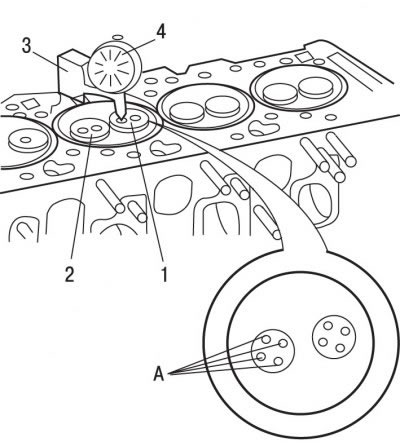
Фиг. 4.7. Измерване на издатината на клапана: 1 - изпускателен клапан; 2 - входящ клапан; 3 - стойка; 4 - индикатор за набиране; А - точки на измерване
Проверете изпъкналостта на клапаните по отношение на равнината на главата на цилиндровия блок в точки А (фиг. 4.7), която трябва да бъде равна на 1,25 mm. Стойността на издатината трябва да се изчисли като средна стойност въз основа на четири измервания.
Отстранете устройството, което фиксира коляновия вал от завъртане.
Необходимо е да се измери изпъкналостта на буталата от цилиндровия блок и в съответствие с тази стойност да се избере дебелината на новото уплътнение на главата на цилиндъра.
Максималната разлика между издатините на буталата трябва да бъде по-малка от 0,10 mm.
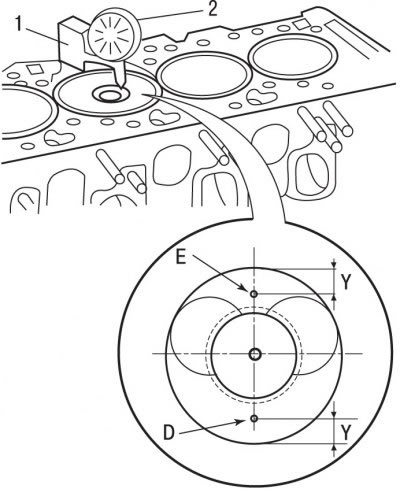
Фиг. 4.8. Измерване на изпъкналост на буталото от цилиндровия блок: 1 - стойка; 2 - индикатор за набиране; D, E - точки на измерване; Y = 10,0 мм
Монтирайте циферблатния индикатор 2 (фиг. 4.8) на стойката 1 на цилиндровия блок.
Монтирайте измервателния накрайник на индикатора в горната равнина на цилиндровия блок и настройте стрелката на индикатора на 0.
Монтирайте измервателния накрайник на индикатора на една от контролните точки.
Завъртете коляновия вал, докато едно от буталата достигне TDC, но не преминавайте през него. Прочетете стойността на издатината на буталото на индикатора.
Стойността на издатината трябва да се изчисли като средна въз основа на измервания в две точки.
Измерете изпъкналостта на другите бутала по същия начин.
Най-голямата средна изпъкналост на буталото определя дебелината на уплътнението на главата на цилиндъра.
Използвайте специалния инструмент, за да защитите маховика от завъртане.
Проверете за наличието на дюбелни втулки в цилиндровия блок.
Новото уплътнение на главата на цилиндъра трябва да бъде извадено от опаковката непосредствено преди монтажа.
Поставете ново уплътнение на главата на цилиндъра с предварително определена дебелина.
Монтирайте главата на цилиндъра.
Намажете леко резбите на болтовете на главата на цилиндъра с грес MOLYKOTE G RAPID PLUS, поставете болтовете и затегнете на ръка.
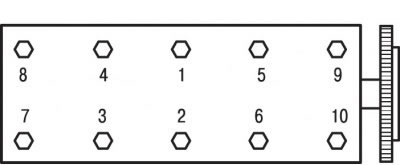
Фиг. 4.9. Последователност на затягане на болтовете на цилиндровата глава
В последователността, показана на фиг. 4.9, затегнете болтовете на главата на цилиндъра на няколко етапа:
- 1-ва стъпка - затегнете до 20 Nm;
- 2-ра стъпка - затегнете до 40 Nm;
- Стъпка 3 - завъртете на 230 градуса.
Монтирайте модула за изход на охлаждащата течност с ново уплътнение и го закрепете с болтове, като ги затегнете до 10 Nm.
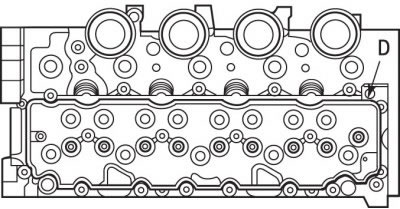
Фиг. 4.10. Място (D) за нанасяне на СИЛИКОНОВ уплътнител КАТЕГОРИЯ 2 върху съединителната повърхност на главата на цилиндъра
Нанесете СИЛИКОН КАТЕГОРИЯ 2 навсякъде около свързващата повърхност (фиг. 4.10).
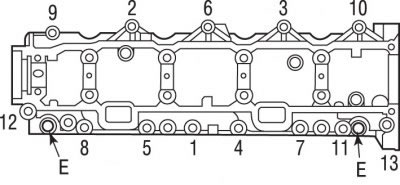
Фиг. 4.11. Последователността на затягане на болтовете на капака на лагера на разпределителния вал: E - отвори за инсталиране на специални инструменти
Монтирайте специални инструменти в отворите E (фиг. 4.11) на капачките на лагерите на разпределителния вал и поставете капачката на място.
В последователността, показана на фиг. 4.11, затегнете и след това затегнете болтовете на капачката на лагера на разпределителния вал до 10 Nm.
Отстранете специалните инструменти от отворите E.
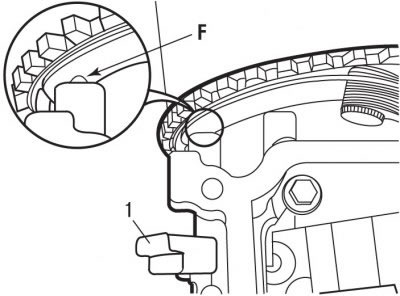
Фиг. 4.12. Монтиране на сензора за положение на разпределителния вал (1): F - сензорна глава
Монтирайте сензора за положение на разпределителния вал 1 (фиг. 4.12).
Регулирайте разстоянието между ролката и сензора така, че да е 1,2 мм. Ако е монтиран нов сензор, за да регулирате въздушната междина, преместете главата F (фиг. 4.12) на сензора, докато докосне една от трите издатини на шайбата на разпределителния вал.
Свържете вакуумната тръба към вакуумната помпа.
Монтирайте дюзи и свържете тръбопроводи за високо налягане.
Монтирайте опората на горивната помпа върху главата на цилиндъра и я закрепете с болтове, като ги затегнете с въртящ момент от 20 Nm.
Поставете горната опора на генератора и фиксирайте болтовете, като ги затегнете с момент от 20 Нм.
Инсталирайте генератора и го закрепете с болтове, като ги затегнете с въртящ момент от 40 Nm.
Поставете опъващата ролка и я закрепете с болт, като го затегнете с въртящ момент от 20 Nm.
Завийте подгревните свещи и ги затегнете до 9 Nm.
Поставете джъмперите, свързващи подгревните свещи.
Монтирайте клапана и тръбата на системата за рециркулация на отработените газове и ги закрепете с болтове и скоби.
Монтирайте каталитичния конвертор и топлинния щит.
Инсталирайте интегрирания модул за подаване на въздух.
Монтирайте допълнителния задвижващ ремък.
Напълнете с охлаждаща течност и изпуснете въздух от нея.
Свържете проводника към отрицателния извод на батерията.