
Внимание! В някои двигатели от ранното производство в главата на цилиндъра се използват стари болтове, т.е. с шестоъгълна глава. В случай на сглобяване на нов тип цилиндрова втулка-бутало (изрез на цилиндровите втулки) в двигател от ранен производствен период (без изрез в цилиндровите втулки), трябва да се сменят следните части: болтове на главата на цилиндъра (Torx N55), шайби за тези болтове и модифицирани уплътнителни глави. Трябва също да се спазва методът на затягане на главата на цилиндъра, специфичен за болтовете Torx.
Тапи, покриващи технологични отвори, които трябва да се отстранят за пълно почистване на цилиндровия блок
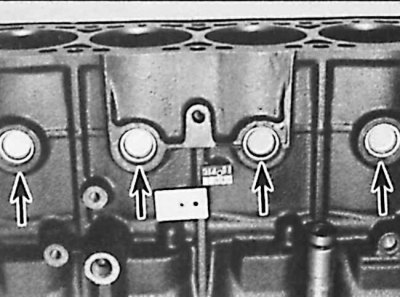
Щепселите са обозначени със стрелки.
Никога не стържете повърхностите на фуги на части от леки сплави; трябва да се използва специален почистващ препарат (Magnus Magstrip или Framet Decaploc).
За пълно почистване на цилиндровия блок отстранете технологичните щепсели, като пробиете дупки в тях, завинтете самонарезните винтове и отстранете щепселите от винтовете. След почистване на двигателя поставете нови свещи.
Независимо от използвания метод за почистване на цилиндровия блок, уверете се, че всички отвори и канали са напълно чисти и сухи.
Шантови и основни лагери
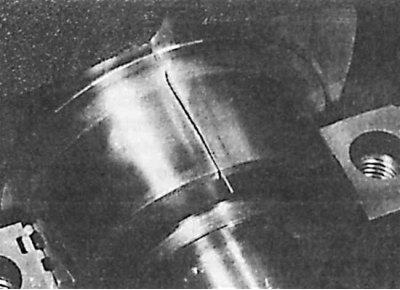
Типични дефекти на облицовките

При качествена поддръжка и редовна смяна на масло и маслен филтър биелата и основните лагери издържат много дълго време. Признак за повреда на лагерите на мотовилката е редовно ритмично силно почукване от страната на коляновия вал. Честотата зависи от оборотите на двигателя. Това чукане е особено забележимо, когато двигателят работи под натоварване. Този симптом е придружен от спад в налягането на маслото, въпреки че това обикновено не се забелязва, освен ако не е монтиран превключвател за налягане на маслото. Повредата на основния лагер обикновено се индикира от осезаема вибрация, особено при високи обороти на двигателя, като тази вибрация е придружена от по-значителен спад в налягането на маслото и "тракащ" шум.
Биелата и основните лагери трябва да бъдат сменени, но лагерите, извадени от двигателя, трябва да бъдат подложени на преглед, тъй като тяхното състояние може да определи състоянието на двигателя.
Повредата на пръта и основния лагер може да се дължи на липса на смазване, наличие на мръсотия или други чужди тела, претоварване на двигателя или корозия. Преди сглобяването на двигателя е необходимо да се отстрани причината за повредата на техните облицовки. Една от причините може да бъде работата на двигателя при ниски обороти при високи натоварвания, когато маслената помпа не създава високо налягане и производителност, а маслото от своя страна се изтласква интензивно от работната зона поради високото натоварване . Честите стартирания на двигателя и кратките пътувания водят до корозия, тъй като двигателят не се загрява достатъчно, за да отстрани водата и корозивните газове.
Определяне на размера на вложките
Местоположение на маркировката върху цилиндровия блок и коляновия вал
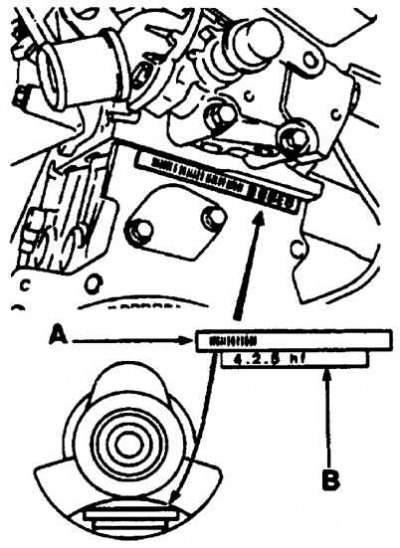
A - баркод (използван само за производство),
B - знаци за обозначаване
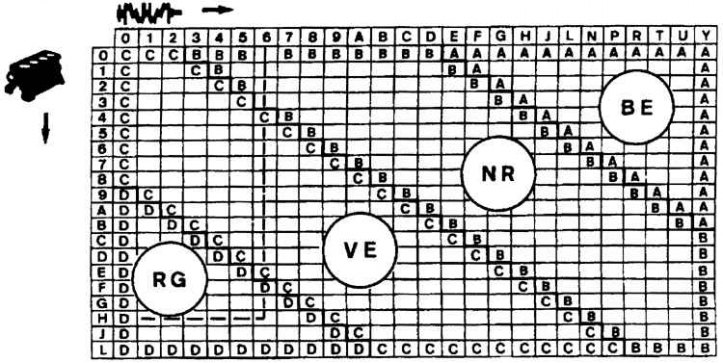
Вмъкване на диаграма за избор
При ранните двигатели горната и долната облицовка бяха с еднаква дебелина.
При по-късните двигатели работната хлабина на лагерите е значително намалена и за да бъде изпълнено това условие, се използват четири различни втулки, които са обозначени с цветна маркировка в края. Цветът на етикета показва дебелината на хастара. Горната обвивка на всички лагери има еднакъв размер, а работната хлабина се регулира чрез настройка на долната обвивка с необходимата дебелина.
Двигатели 1500 см3, 1761 см3 и 1905 см3
Цвят на етикета | Дебелина (mm) | |
Стандартно | Ремонт | |
| Горна линия: | ||
| - жълто | 1856 | 2006 |
| Долен ред: | ||
| - циан (клас A) | 1836 | 1986 |
| - черен (клас B) | 1848 | 1998 |
| - зелен (клас C) | 1859 | 2009 |
| - червено (клас D) | 1870 | 2020 |
Двигатели 1998 см3
Цвят на етикета | Дебелина (mm) | |
Стандартно | Ремонт | |
| Горна линия: | ||
| - черен | 1847 | Няма |
| Долен ред: | ||
| - циан (клас A) | 1844 | Няма |
| - черен (клас B) | 1857 | Няма |
| - зелен (клас C) | 1866 | Няма |
| - червено (клас D) | 1877 | Няма |
При най-новите двигатели могат да се избират нови втулки според маркировките на цилиндровия блок. При липса на белези облицовките могат да бъдат избрани само чрез измерване на работната междина.
Маркировките върху цилиндровия блок са от лявата страна на блока, а маркировките върху коляновия вал са в края на лентата на коляновия вал. Тези знаци могат да се използват за избор на обшивка с необходимата дебелина, както следва.
Има два реда за идентификация на коляновия вал и цилиндровия блок: баркод, използван от Peugeot в производството, и ред от пет обозначения. Първото обозначение в последователността се отнася до размера на вложката номер 1. Последното обозначение в последователността (което е придружено със стрелка) се отнася до размера на номер 5 на свободния лист (виж. Фиг. Местоположение на маркировката върху цилиндровия блок и коляновия вал). Номерът на обозначението се определя от конкретна шийка на коляновия вал и лагерен отвор на цилиндровия блок.
На горната ос на номограмата е маркирано обозначението на коляновия вал и през тази точка е изчертана вертикална линия. На лявата вертикална ос на номограмата е маркирано обозначението на цилиндровия блок и през тази точка е начертана хоризонтална линия. Точката на пресичане на линиите показва размера на облицовката, за да осигури необходимата хлабина (вижте фиг. Диаграма за избор на обшивка).
Например, номограмата показва, че коляновият вал показва 6, цилиндровият блок показва H, пресечната точка в червената зона определя, че червеното (клас D) е най-подходящото за получаване на необходимия луфт.
Проверка на работната хлабина в лагерите на коляновия вал
По-бърз (и по-точен) метод е да използвате продукт, известен като "Plastigauge". Състои се от кръгъл пластмасов прът, който е компресиран между втулката и шийката на коляновия вал. След отстраняване на капака и долната вложка, деформираният пластмасов прът се измерва със специален шаблон, който е включен в комплекта "Plastigauge".
1. Коляновият вал е монтиран без смазване върху втулките, монтирани в блока на двигателя. Шините на коляновия вал и втулките трябва да са идеално чисти и сухи.
2. Отрежете няколко парчета пластмасов прът "Plastigauge" (те трябва да са малко по-къси от ширината на основните лагери) и ги монтирайте на всяка шийка на коляновия вал.
3. Поставете капаците с долните втулки и затегнете монтажните болтове с необходимия въртящ момент. Не въртете коляновия вал, докато измервате празнините по метода "Plastigauge".
4. Развийте капака на приставката за обшивка, отстранете го и прикрепете скалата, отпечатана върху опаковката, към деформирания пластмасов прът. Сравнявайки ширината на деформирания пластмасов прът с референтната ширина на мащабната лента, определете размера на празнината.
5. Накрая почистете старателно всички следи от Plastigauge от втулките и коляновия вал.