
Усе поршні маюць па два компрессіонные і адно маслосъемное кольцы. Верхняе компрессіонные кольца мае храмаваныя працоўныя беражкі. Другое компрессіонные кольца скрабковага тыпу, трапецападобнага перасеку. Поршневыя кольцы маюць лічбавую маркіроўку, якая пры ўсталёўцы кольцаў павінна быць звернутая ўверх.
У сапраўдным кіраўніцтве даецца агульнае для ўсіх поршняў і іх дэталяў апісанне, хоць яны ў розных рухавікоў адрозніваюцца сябар ад сябра. Калі рухавік не мае ўстаўных гільзаў, тая згадка пра іх у тэксце да гэтых рухавікоў не ставіцца.
Увага! Пры замове новых поршняў (і гільзаў) варта абавязкова паказваць нумар рухавіка.
Разборка
Для падзелу поршняў і бадзягаў у абавязковым парадку неабходныя адмысловыя прынады. Калі такіх у распараджэнні няма, то гэтую працу варта даручаць майстэрні. Нават пры замене поршняў неабходны гэтыя адмысловыя прынады, напрыклад, пры ўсталёўцы пальцаў поршняў. Неабходная таксама якая адпавядае плітка, з дапамогай якой выконваецца разаграванне галоўкі шатуна да тэмпературы 250°С. Каб праверыць тэмпературу нагрэву галоўкі шатуна, спатрэбіцца топкі штыфт, які плавіцца менавіта пры такой тэмпературы. Зыходзячы з выкладзенага, мы рэкамендуем працы па разборцы і замене поршняў і шатуноў даручаць майстэрні, самастойна дэмантаваўшы іх для дастаўкі ў майстэрню.
1. Выміце поршні і шатуны з гільзаў цыліндраў або з каналаў цыліндраў. Вырабіце адпаведныя пазнакі, каб не пераблытаць дэталі месцамі.
Калі неабходна толькі замяніць поршневыя кольцы, то ранейшыя кольцы неабходна па парадку зняць з дапамогай шчыпцоў для ўсталёўкі поршневых кольцаў (гл. ілюстрацыю 10.1).
10.1 Зняцце поршневых кольцаў з дапамогай шчыпцоў для ўстаноўкі кольцаў
У выпадку, калі гэтыя ж кольцы будуць усталёўвацца паўторна, то іх варта таксама прамаркіраваць, каб паставіць на ранейшыя месцы.
Пры адсутнасці шчыпцоў для ўсталёўкі поршневых кольцаў апошнія здымаюцца пасродкам подкладывания пад абодва канца кольцаў металічных пласцінак.
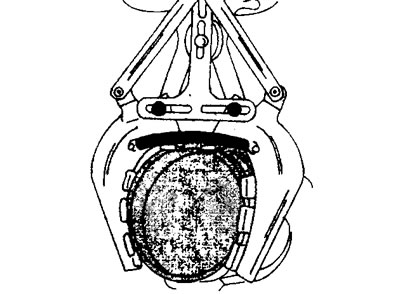
Для далейшай разборкі поршня таксама трэба спецыяльная прынада. Поршневай палец можна выціснуць байком, усталяваўшы поршань у спецыяльны прэс (гл. ілюстрацыю 10.1а).
10.1а Выпрасоўванне поршневага пальца на спецыяльным прэсе (апраўцы). Адтуліна ў прэсе павінна быць сувосева адтуліне ў поршні
Калі поршань аддзелены ад шатуна, то гэты поршань нельга ўсталёўваць паўторна, таму што пры выпрасоўцы пальца адбываецца парушэнне пасадкавага памеру адтуліны.
Праверка
Дбайна агледзіце ўсе дэталі. Калі на іх паверхнях маюцца прыкметы карозіі, драпіны ці іх знос дасягнуў дапушчальных меж, то такія дэталі падлягаюць замене.
2. Вымерайце зазоры поршневых кольцаў па вышыні ў проточках, паслядоўна ўстаўляючы кольцы ў адпаведную канаўку на поршні. Памер зазору вызначаецца з дапамогай шаблону, які ўстаўляецца ў шчыліну паміж працоўнай абзой кольца і паверхняй канаўкі на поршні. Калі памер зазору не адпавядае спецыфікацыі, то зношаныя або кольцы або поршні (гл. ілюстрацыю).
10/02 Вымярэнне зазор поршневых кольцаў па вышыні. Перад выкананнем вымярэння старанна пачысціце праточкі пад кольцы на поршні
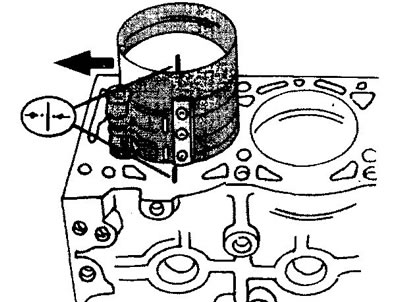
3. Вымерайце зазоры ў замках поршневых кольцаў. Для гэтага ўстаўце кольцы па парадку ў гільзу цыліндру. Перавярнуўшы поршань, прапіхніце кольца ў гільзу на адлегласць прыкладна 15 мм ад ніжняга боку гільзы. Для вызначэння становішча кольца ў гільзе, абкладзеце блок цыліндраў на бок (гл. ілюстрацыю).

10/03 Вымерайце зазоры ў замках поршневых кольцаў. Для гэтага ўстаўце кольцы па парадку ў гільзу цыліндру. Перавярнуўшы поршань, прапіхніце кольца ў гільзу на адлегласць прыкладна 15 мм ад ніжняга боку гільзы.
Для замеру зазору замка кольца ўстаўце ў адтуліну паміж канцамі кольца вымяральны шаблон. Зазоры замкаў не рэгулююцца і пры павялічаных зазорах кольца падлягаюць замене.
4. Вымерайце мікраметрам дыяметр поршня ў плоскасці, перпендыкулярнай да поршневага пальца. Па дыяметры адтуліны пад поршневай палец поршні падпадзяляюцца натры класа. Поршневыя пальцы па гэтай прычыне маюць маркіроўку фарбай адпаведнага колеру на тарцы. Поршні і поршневыя пальцы выпускаюцца парамі і таўруюцца якая адпавядае выявай.
На дно поршняў рухавікоў са ўстаўнымі працоўнымі гільзамі цыліндраў нанесена літара, а на гільзах цыліндраў - насяканні. На поршні таксама нанесена фарба, якой маркіруюцца поршневыя пальцы, усталёўваныя на дадзеным класе поршняў.
Для праверкі зазору паміж поршнем і цыліндрам вымерайце дыяметр адтуліны цыліндру. Адтуліна вымяраецца ў падоўжным і папярочным кірунках і ў трох кропках па ўсёй вышыні гільзы ці адтуліны цыліндру. Такім чынам вызначаюцца максімальны і мінімальны дыяметры. Запішыце атрыманыя значэнні.
5. Адніміце ад значэння дыяметра гільзы або адтуліны цыліндру значэнне дыяметра поршня. Атрыманая розніца і будзе велічынёй зазору паміж поршнем і гільзай (сценкай) адтуліны цыліндру. Калі зазор вышэй намінальных значэнняў, тое неабходна ўсталяваць новы камплект поршняў (і гільзаў цыліндру). Узамен усталёўваюцца поршні з такой жа маркіроўкай, што і ранейшыя. Часам, каб прачытаць літарную маркіроўку, неабходна выдаліць нагар з дна поршня.
6. Праверце стан поршневых пальцаў і адтулін пад пальцы і пераканайцеся, што яны не зношаныя і не пашкоджаныя. Поршневыя пальцы пастаўляюцца толькі ў камплекце з поршнямі. Поршневай палец павінен мець пэўны зазор. Гэта значыць, што ён павінен уваходзіць у адтуліну ў поршні ад простага націску вялікага пальца рукі, але не павінен выпадаць.
Зборка
Пасля праверкі і неабходнай замены дэталяў шатунна-поршневай групы выконваецца зборка поршняў і шатуноў.
7. Пераканайцеся, што шатуны не маюць скручвання або выгібу. Для гэтага праверце шатун у якая адпавядае ўсталёўцы. Мы рэкамендуем выконваць дадзеную праверку ў майстэрні. Скручаныя ці пагнутыя шатуны адмоўна адаб'юцца на працы рухавіка.
8. Пакладзіце шатуны на плітку для іх разагравання. Размесціце шатуны на плітцы ў форме зорачкі так, каб награваліся толькі галоўкі шатуноў (гл. ілюстрацыю).
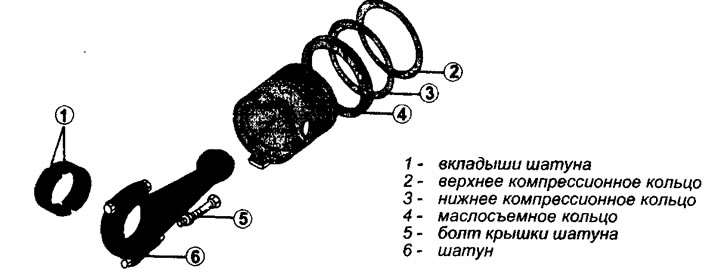
10.0 Элементы шатунна-поршневай групы
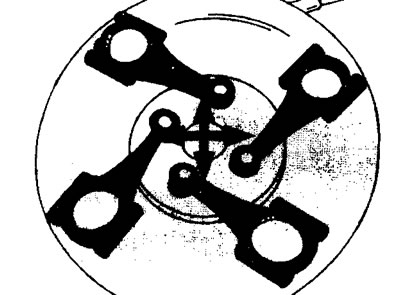
10/08 Пакладзеце шатуны на плітку для іх разагравання. Размесціце шатуны на плітцы ў форме зорачкі так, каб награваліся толькі галоўкі шатуноў
З дапамогай топкага штыфта правярайце тэмпературу нагрэву галовак бадзягаў, якая не павінна быць вышэй 25О°С. Вечкі награвальных шатуноў павінны быць зацягнуты нітамі так, каб паміж іх палоўкамі быў зазор не меней 1 мм.
9. Падрыхтуйце поршневы палец да зборкі, надзеўшы яго на валік для ўстаноўкі поршневых пальцаў, і замацуйце шрубай. Вінт шчыльна не зацягвайце, каб не адбылося закліноўвання пры пашырэнні пальца ад кантакту з нагрэтым шатуном. Валік і поршневай палец добра вышмаруйце маторным алеем.
Калі пасля зборкі поршняў і шатуноў будуць усталёўвацца новыя ўкладышы шатуноў, то шатуны можна ўсталёўваць, не прытрымліваючыся маркіроўкі, зробленай пры зняцці.
Поршань з шатуном павінен быць сабраны так, каб стрэлка на дно поршня была звернутая да пярэдняга боку рухавіка. Акрамя таго, на дно поршня ёсць пазначэнне "DT", якое паказвае, што стрэлка павінна быць звернутая да зубчастага рамяня (гл. ілюстрацыю).
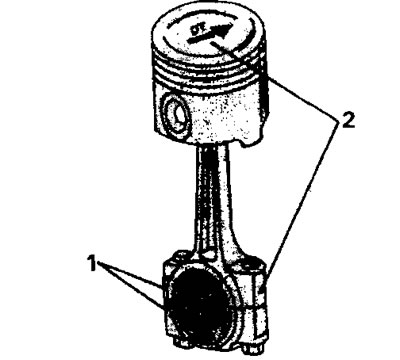
10/09 Правільна выкананая зборка поршня і шатуна. Пазнакі на шатуне і вечку шатуна (1), а таксама надпіс "DT" і выманне (2) павінны быць у становішчы, як паказана на ілюстрацыі. Поршневыя пальцы ў рухавікоў з 16 клапанамі ўтрымліваюцца стопарнымі кольцамі
10. Замацуйце поршань у спецыяльнай прынадзе так, каб адтуліна поршня супадала з адтулінай у спецыяльнай прынадзе.
11. Захапіце які нагрэўся шатун абцугамі і завядзіце яго ў замацаваны ў адмысловай прынадзе поршань.
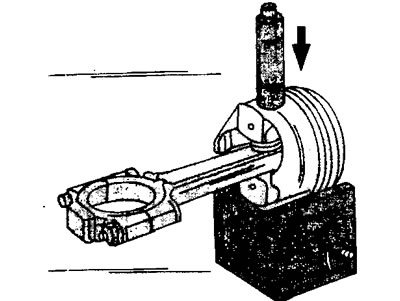
12. Праштурхніце поршневай палец, папярэдне замацаваны на валіку, у адтуліну поршня да заплечыка на валіку і ўтрымлівайце яго ў гэтым становішчы да астывання шатуна (гл. ілюстрацыю).
10.12 Праштурхніце поршневай палец, загадзя замацаваны на валіку, у адтуліну поршня да заплечыка на валіку і ўтрымлівайце яго ў гэтым становішчы да астывання шатуна
Праштурхоўваючы палец у адтуліну, сочыце за сувоснасць адтулін у галоўцы шатуна і ў поршні, каб палец устаў правільна. Пры неабходнасці ссоўвайце шатун, каб вытрымаць сувоснасць.
Для правільнага злучэння пальца з шатуном запрасоўвайце палец як мага хутчэй, бо шатун хутка астуджаецца і пасля астуджэння нельга будзе змяніць становішча пальца.
Праз некалькі секунд пасля запрэсоўкі поршневага пальца, вызваліце поршань з мацавання ў прынадзе і пераканайцеся, што поршань будзе вольна хадзіць на шатуне пасля таго, як шатун астыне.
13. Вывярніце валік прынады для ўсталёўкі поршневага пальца і такой жа выявай злучыце наступныя поршань і шатун. Пасля астуджэння шатуна вышмаруйце палец маторным маслам праз адтуліны ў бабышках поршня.
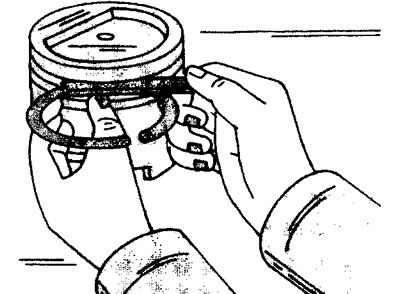
14. Усталюйце на поршань па парадку поршневыя кольцы. Пазнака «ТОР» на абодвух компрессіонные кольцы павінна быць звернутая ўверх. Перад усталёўкай уважліва агледзіце кольцы, каб не пераблытаць іх. Для ўсталёўкі каляіны неабходны абцугі. Пры іх адсутнасці можна ўсталяваць па вонкавым дыяметры поршня тонкія металічныя пласцінкі (да прыкладу, вымяральныя шаблоны) і замацаваць кольцы, апранаючы іх на гэтыя пласцінкі. Пласцінкі здабывайце, як толькі кольца будзе знаходзіцца на ўзроўні адпаведнай канаўкі. Будзьце асцярожныя, таму што кольцы далікатныя і лёгка ламаюцца.
15. Вышмаруйце поршневыя кольцы маторным маслам і ўсталюеце іх на поршні так, каб іх замкі размяшчаліся належным чынам.
16. Усталюйце замак маслосъемного кольцы на поршні так, як паказана на (ілюстрацыі 10.16),
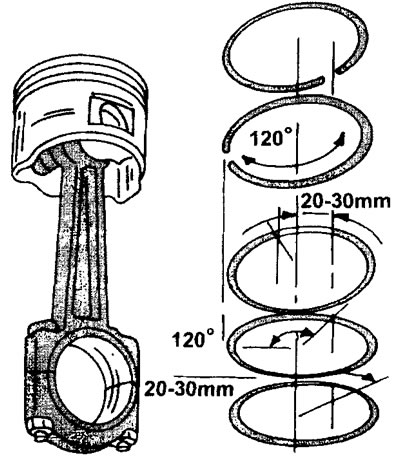
10.16 Размяшчэнне поршневых кольцаў на поршні
а абодва компрессіонные кольцы зрушыце на 20-30 мм так, каб іх замкі размяшчаліся пад кутом 120°адносна замка маслосъемного кольцы (гл. ілюстрацыю 10.17а).
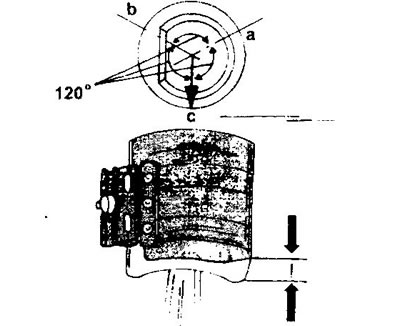
10.17а Поршань рухавіка XU10. Мантажная ўтулка для ўсталёўкі гэтых поршняў у адтуліны цыліндраў павінна мацавацца так, каб ніжняя частка спадніцы поршня выступала з-пад утулкі (гл. стрэлкі), а, Ь, з - размяшчэнне замкаў поршневых кольцаў на поршні
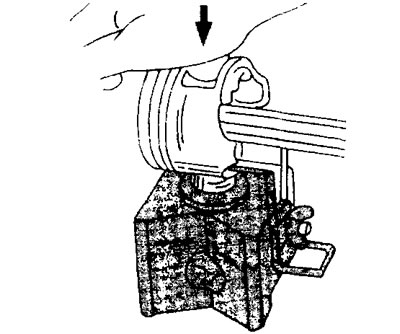
17. Вышмаруйце поршні маторным маслам і ўстаўце іх у якія адпавядаюць працоўныя гільзы цыліндраў або адтуліны ў блоку цыліндраў. Для ўсталёўкі поршняў і сціску поршневых кольцаў неабходна мантажная ўтулка. Калі поршні ўсталёўваюцца ў працоўныя гільзы цыліндраў, то мантажную ўтулку замацоўваюць на поршні так, каб верх поршня выступаў з-пад утулкі на 4-5 мм (гл. ілюстрацыю).
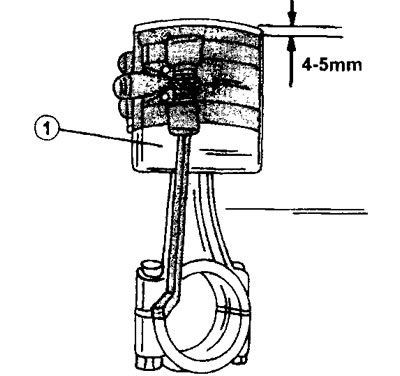
10.17 Мацаванне мантажнай утулкі на поршні, які ўстаўляецца ў гільзу цыліндру
Замацаваная такім чынам утулка дазваляе ўсталёўваць поршань знізу гільзы цыліндру. Пры ўсталёўцы поршняў у адтуліны цыліндраў мантажную ўтулку варта мацаваць інакш. У гэтым выпадку ўтулка павінна размяшчацца на поршні так, каб выступала ніжняя частка спадніцы поршня (гл. ілюстрацыю 10.17а). Пасля гэтага поршань устаўце зверху ў адтуліну цыліндру ў блоку цыліндраў (гл. ілюстрацыю 10.17б).
10.17б Устаноўка поршня з дапамогай мантажнай утулкі ў адтуліну цыліндру ў блоку цыліндраў. Сачыце за тым, каб пазнакі на поршнях і адтулінах цыліндраў супадалі
Сачыце за тым, каб супадалі пазнакі на поршнях і адтулінах цыліндраў.
18. Праверце пасля ўсталёўкі поршняў у гільзы цыліндраў становішча поршняў у іх і пераканаецеся, што плоскі бок шатуна размяшчаецца раўналежна плоскасці на вонкавай паверхні гільзы, а стрэлка на дно поршня паказвае ў бок зубчастага рамяня газаразмеркавальнага механізму (гл. ілюстрацыю).
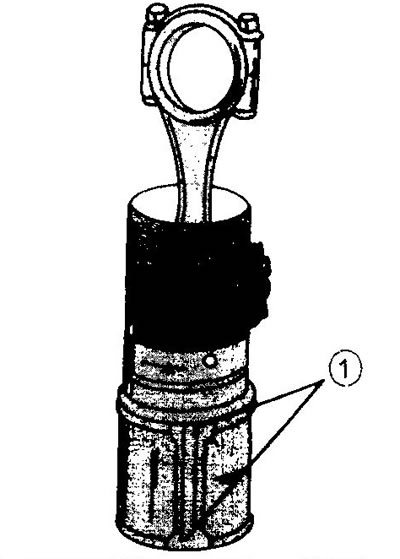
10.18 Усталюйце поршні і шатуны ў гільзах цыліндраў такім чынам, каб плоскі бок шатуна размяшчаўся паралельна плоскасці 1 на знешняй паверхні гільзы
19. Усталюйце, калі патрабуецца, новыя круглыя пракладкі ў падмурак гільзаў.
20. Устаўце гільзы ў блок цыліндраў, не дапушчаючы іх зрушэння і вымераўшы выступ гільзаў (гл. адпаведны раздзел).
21. Пераканайцеся, што пазнакі ў верхняй частцы гільзаў супадаюць з пазнакамі на галоўцы цыліндраў, а стрэлкі на днах цыліндраў паказваюць у бок, на якім знаходзіцца зубчасты рамень (гл. ілюстрацыю 10.17б).
22. Усталюйце вечкі шатун падшыпнікаў. Гайкі мацавання падшыпнікаў спачатку зацягніце з момантам 40 Нм, а затым адкруціце і зноў зацягніце, але з момантам 20 Нм. Пасля гэтага ўсе гайкі дакруціце, карыстаючыся кутамерам, на 70°.
23. Упэўніцеся, што пазнакі на шатунах і на вечках падшыпнікаў знаходзяцца на адным баку.
Пасля зацяжкі ўсіх вечкаў падшыпнікаў каленчаты вал правярніце некалькі разоў, каб пераканацца, што ён круціцца вольна і нідзе не клініць.