
Attention! In some early production engines, old-style bolts are used in the cylinder head, i.e. with hexagon head. In the case of assembling the cylinder liner-piston assembly of a new type (notch on cylinder liners) in an early production engine (without cutout on cylinder liners) The following parts must be replaced without fail: cylinder head bolts (Torx N55), washers for these bolts and a modified head gasket. The cylinder head tightening method specific to Torx bolts must also be observed.
Plugs covering technological holes that must be removed to completely clean the cylinder block
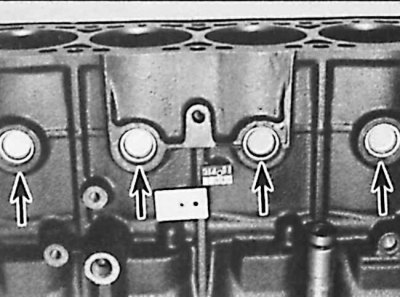
The plugs are indicated by arrows.
Never scrape the joint surfaces of parts made of light alloys; use a special cleaner (Magnus Magstrip or Framet Decaploc).
To completely clean the cylinder block, remove the technological plugs by drilling holes in them, screwing in self-tapping screws and removing the plugs by the screws. After cleaning the engine, install new plugs.
Regardless of the method used to clean the cylinder block, make sure that all bores and passages are completely clean and dry.
Connecting rod and main bearings
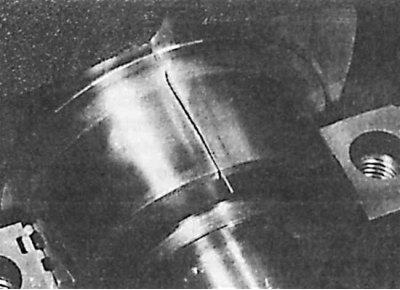
Typical Earbud Defects

With quality maintenance and regular oil and oil filter changes, connecting rod and main bearings last a very long time. A sign of damage to the connecting rod bearings is a regular rhythmic loud knock from the crankshaft side. The frequency depends on the engine speed. Especially this knock is noticeable when the engine is running under load. This symptom is accompanied by a drop in oil pressure, although this is usually not noticeable unless an oil pressure switch is installed. Main bearing damage is usually indicated by a noticeable vibration, especially at high engine speeds, and this vibration is accompanied by a more significant drop in oil pressure and "rumbling" noise.
The connecting rod and main bearings must be replaced, however, the bearings removed from the engine must be subjected to an examination, since their condition can determine the condition of the engine.
Rod and main bearing failure can be due to lack of lubrication, the presence of dirt or other foreign matter, engine overload, or corrosion. Before assembling the engine, it is necessary to eliminate the cause of the failure of their liners. One of the reasons may be the operation of the engine at low speeds at high loads, when the oil pump does not create high pressure and productivity, and the oil, in turn, is intensively squeezed out of the working area due to the high load. Frequent engine starts and short journeys lead to corrosion because the engine does not warm up sufficiently to remove water and corrosive gases.
Earbud sizing
The location of the mark on the cylinder block and crankshaft
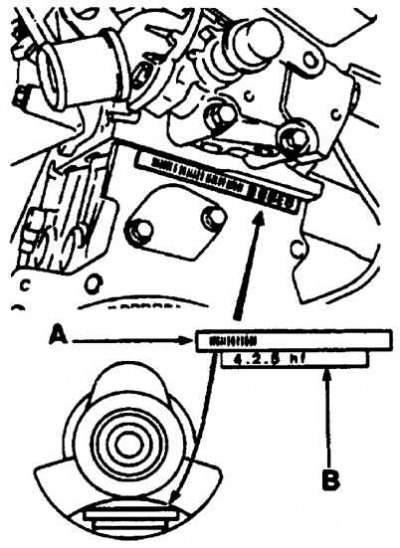
A - bar code (only used for production),
B - designation signs
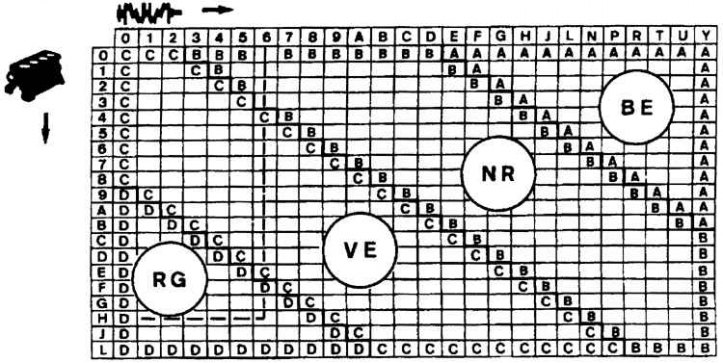
Insert Selection Chart
On early engines, the top and bottom liners were the same thickness.
On later engines, the bearing working clearance was significantly reduced, and in order for this condition to be met, four different liners are used, which are indicated by a colored mark on the end. The color of the label indicates the thickness of the liner. The upper shell on all bearings has the same size, and the working clearance is adjusted by setting the lower shell of the required thickness.
Engines 1500 cm3, 1761 cm3 and 1905 cm3
Label color | Thickness (mm) | |
Standard | Repair | |
| Top liner: | ||
| - yellow | 1,856 | 2,006 |
| Bottom liner: | ||
| – blue (Class A) | 1,836 | 1,986 |
| - black (Class B) | 1,848 | 1,998 |
| - green (Class C) | 1,859 | 2,009 |
| - red (Class D) | 1,870 | 2,020 |
Engines 1998 cm3
Label color | Thickness (mm) | |
Standard | Repair | |
| Top liner: | ||
| - black | 1,847 | N/A |
| Bottom liner: | ||
| – blue (Class A) | 1,844 | N/A |
| - black (Class B) | 1,857 | N/A |
| - green (Class C) | 1,866 | N/A |
| - red (Class D) | 1,877 | N/A |
On the latest engines, new liners can be selected according to the marks on the cylinder block. In the absence of marks, liners can only be selected by measuring the working gap.
The marks on the cylinder block are on the left side of the block, and the marks on the crankshaft are on the end of the crankshaft web. These marks can be used to select a liner of the required thickness as follows.
There are two lines of identification on the crankshaft and cylinder block: a bar code used by Peugeot in production and a row of five designations. The first designation in the sequence refers to the size of the number 1 insert. Last designation in sequence (which is accompanied by an arrow) refers to size number 5 liner (see fig. The location of the mark on the cylinder block and crankshaft). The designation number is determined from a specific crankshaft journal and cylinder block bearing hole.
On the upper axis of the nomogram, the designation of the crankshaft is marked and a vertical line is drawn through this point. On the left vertical axis of the nomogram, the designation of the cylinder block is marked and a horizontal line is drawn through this point. The point of intersection of the lines indicates the size of the liner to provide the required clearance (see fig. Insert Selection Chart).
For example, the nomogram shows that the crankshaft points to 6, the cylinder block points to H, the intersection point within the red area determines that red (Class D) most suitable for obtaining the required clearance.
Checking the working clearance in the crankshaft bearings
Fast (and more accurate) method is to use a product known as "Plastigauge". It consists of a round plastic rod that is compressed between the bushing and the crankshaft journal. After removing the cover and lower insert, the deformed plastic rod is measured with a special template, which is included in the kit "Plastigauge".
1. On the liners installed in the engine block, the crankshaft is installed without lubrication. The crankshaft journals and liners must be perfectly clean and dry.
2. Cut off a few pieces of plastic rod "Plastigauge" (they should be slightly shorter than the width of the main bearings) and install them on each crankshaft journal.
3. Install the covers with the lower inserts and tighten the fastening bolts to the required torque. In the process of measuring gaps by the method "Plastigauge" do not rotate the crankshaft.
4. Unscrew the cover of the insert attachment, remove it and attach the scale ruler printed on the package to the deformed plastic rod. Comparing the width of the deformed plastic rod with the reference width on the scale bar, determine the size of the gap.
5. Finally, thoroughly clean all traces of Plastigauge from bearings and crankshaft.