
Svi klipovi imaju dva kompresiona prstena i jedan prsten za struganje ulja. Gornji kompresijski prsten ima kromirane radne rubove. Tip strugača drugog kompresijskog prstena, trapezoidnog presjeka. Klipni prstenovi su numerirani, koji moraju biti okrenuti prema gore prilikom postavljanja prstenova.
Ovaj priručnik daje opći opis za sve klipove i njihove dijelove, iako se razlikuju od motora do motora. Ako motor nema uložne čahure, tada se njihovo spominjanje u tekstu ne odnosi na te motore.
Pažnja! Prilikom narudžbe novih klipova (i školjke) obavezno navedite broj motora.
Rastavljanje
Za odvajanje klipova i klipnjača potrebni su posebni alati. Ako oni nisu dostupni, onda bi ovaj posao trebalo povjeriti radionici. Čak i kod zamjene klipova ovi posebni alati su neophodni, na primjer kod ugradnje osovinica klipa. Potrebna je i odgovarajuća grijaća ploča kojom se glava klipnjače zagrijava na temperaturu od 250°C. Za provjeru temperature zagrijavanja glave klipnjače potrebna vam je topljiva igla koja se topi točno na toj temperaturi. Slijedom navedenog, preporučamo da se demontaža i zamjena klipova i klipnjača povjeri radionici, a da se sami demontiraju radi dostave u radionicu.
1. Uklonite klipove i klipnjače iz košuljica cilindra ili provrta cilindra. Nanesite odgovarajuće oznake kako ne biste pobrkali dijelove na mjestima.
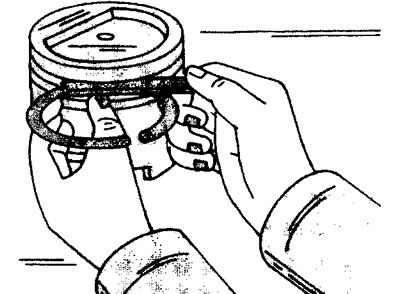
Ako je potrebna samo zamjena klipnih prstenova, tada se stari prstenovi moraju redom uklanjati pomoću kliješta za klipne prstene (vidi sliku 10.1).
10.1 Uklanjanje klipnih prstenova kliještima za prstenove
Ako se isti prstenovi ponovno postavljaju, potrebno ih je također označiti kako bi se postavili na izvorna mjesta.
U nedostatku kliješta za ugradnju klipnih prstenova, potonji se uklanjaju postavljanjem metalnih ploča ispod oba kraja prstenova.
Za daljnju demontažu klipa također je potreban poseban alat. Klipni klip se može istisnuti udarcem stavljanjem klipa u posebnu prešu (vidi sliku 10.1a).
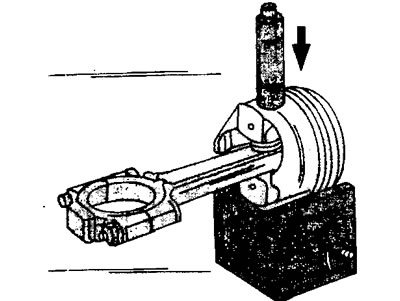
10.1a Istiskivanje osovinice klipa na posebnoj preši (trn). Rupa na preši mora biti poravnata s rupom na klipu
Ako je klip odvojen od klipnjače, tada se ovaj klip ne može ponovno instalirati, jer kada se osovinica istisne, veličina provrta je povrijeđena.
Ispitivanje
Pažljivo pregledajte sve detalje. Ako njihove površine pokazuju znakove korozije, ogrebotine ili je njihova istrošenost dosegla prihvatljive granice, tada se takvi dijelovi moraju zamijeniti.
2. Izmjerite zazore klipnih prstenova po visini u utorima umetanjem jednog po jednog prstena u odgovarajući utor na klipu. Veličina razmaka određuje se šablonom umetnutom u razmak između radnog ruba prstena i površine utora na klipu. Ako zazor nije unutar specifikacije, istrošeni su ili prstenovi ili klipovi (pogledajte ilustraciju).
10.2 Mjerenje zazora klipnog prstena po visini. Prije mjerenja temeljito očistite utore prstena na klipu
3. Izmjerite zazore u bravama klipnih prstenova. Da biste to učinili, umetnite prstenove redom u košuljicu cilindra. S klipom naopako, gurnite prsten u čahuru oko 15 mm od donjeg ruba čahure. Da biste odredili položaj prstena u košuljici, položite blok cilindra na njegovu stranu (pogledajte ilustraciju).

10.3 Izmjerite razmake u bravama klipnih prstenova. Da biste to učinili, umetnite prstenove redom u košuljicu cilindra. S klipom naopako, gurnite prsten u čahuru oko 15 mm od donjeg ruba čahure.
Za mjerenje razmaka prstenaste brave umetnite šablonu za mjerenje u rupu između krajeva prstena. Razmaci brava nisu podesivi i, s povećanim razmacima, prstenovi se moraju zamijeniti.
4. Izmjerite promjer klipa mikrometrom u ravnini okomitoj na osovinicu klipa. Prema promjeru rupe za osovinicu klipa klipovi se dijele u tri klase. Zbog toga su osovinice klipa na čeonoj strani označene bojom odgovarajuće boje. Klipovi i klipne osovine se proizvode u paru i imaju odgovarajuću marku.
Na dnu klipova motora s utičnim radnim košuljicama cilindra naneseno je slovo, a na košuljicama cilindra urezi. Klipovi su također premazani bojom, koja označava osovinice klipa ugrađene na ovu klasu klipova.
Za provjeru zazora između klipa i cilindra, izmjerite promjer provrta cilindra. Provrt se mjeri uzdužno i poprečno i na tri točke duž cijele visine košuljice ili provrta cilindra. Na taj se način utvrđuju najveći i najmanji promjeri. Zapišite dobivene vrijednosti.
5. Oduzmite promjer klipa od promjera košuljice ili provrta cilindra. Rezultirajuća razlika bit će razmak između klipa i rukavca (zid) otvori za cilindre. Ako je zazor veći od nominalnih vrijednosti, mora se ugraditi novi set klipova (i košuljice cilindra). Umjesto toga, klipovi su instalirani s istim oznakama kao i prethodni. Ponekad je za čitanje slovne oznake potrebno ukloniti naslage ugljika s krune klipa.
6. Provjerite stanje osovinica klipa i rupa za osovinice i uvjerite se da nisu istrošeni ili oštećeni. Klipne osovinice se isporučuju samo u kompletu s klipovima. Klipni klip mora imati određeni zazor. To znači da bi trebao stati u rupu na klipu jednostavnim pritiskom palca, ali ne smije ispasti.
Skupština
Nakon provjere i potrebne zamjene dijelova klipnjače i klipnjače, vrši se montaža klipnjača i klipnjača.
7. Uvjerite se da klipnjače nisu uvrnute ili savijene. Da biste to učinili, provjerite odgovarajuću postavku klipnjače. Preporučujemo da se ovaj test provede u radionici. Iskrivljene ili savijene klipnjače nepovoljno će utjecati na rad motora.
8. Radilice stavite na ringlu da se zagriju. Postavite klipnjače na zvjezdastu ploču tako da se griju samo glave klipnjača (pogledajte ilustraciju).
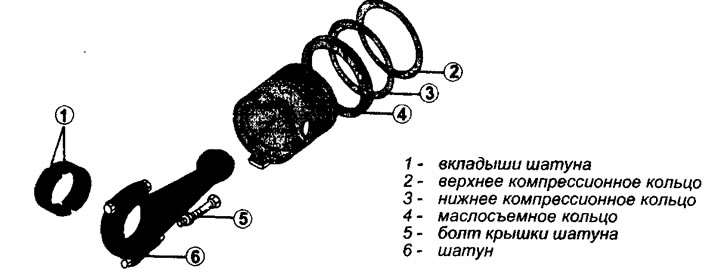
10.0 Elementi skupine klipnjače i klipa
10.8 Stavite klipnjače na štednjak da se zagriju. Postavite klipnjače na zvjezdastu ploču tako da se griju samo glave klipnjača
Pomoću topljive igle provjerite temperaturu zagrijavanja glava klipnjača koja ne smije biti viša od 25°C. Kapice grijanih klipnjača moraju biti zategnute vijcima tako da između njihovih polovica postoji razmak od najmanje 1 mm.
9. Pripremite klipni klip za montažu tako da ga povučete preko valjka klipnog klipa i pričvrstite ga vijkom. Nemojte čvrsto zategnuti vijak kako ne bi došlo do zaglavljivanja kada se prst proširi od dodira sa zagrijanom klipnjačom. Dobro podmažite valjak i osovinicu klipa motornim uljem.
Ako se nakon montaže klipova i klipnjača ugrađuju novi ležajevi klipnjača, tada se klipnjače mogu ugraditi bez pridržavanja oznaka napravljenih prilikom skidanja.
Klip i klipnjača moraju biti sastavljeni tako da strelica na glavi klipa bude okrenuta prema prednjem dijelu motora. Osim toga, na kruni klipa nalazi se oznaka «DT», što pokazuje da strelica treba pokazivati prema zupčastom remenu (pogledajte ilustraciju).
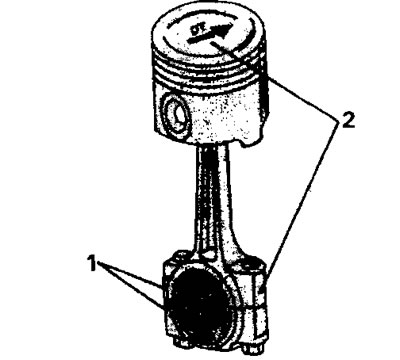
10.9 Ispravna montaža klipa i klipnjače. Oznake na klipnjači i poklopcu klipnjače (1), kao i natpis «DT» i usjek (2) treba biti u položaju kao što je prikazano na slici. Klipne osovinice na motorima sa 16 ventila na mjestu drže osigurači
10. Montirajte klip u specijalni alat tako da rupa na klipu odgovara rupi na specijalnom alatu.
11. Zagrijanu klipnjaču uhvatite kliještima i umetnite je u klip učvršćen u posebnom alatu.
12. Gurnite osovinicu klipa, prethodno pričvršćenu na valjak, u otvor za klip do ramena na valjku i držite je u tom položaju dok se klipnjača ne ohladi (pogledajte ilustraciju).
10.12 Klipni klip, prethodno montiran na valjku, gurnite u otvor za klip do ramena na valjku i držite ga u tom položaju dok se klipnjača ne ohladi
Prilikom guranja klina u rupu, provjerite poravnanje rupa u glavi klipnjače i klipu tako da je klin ispravno postavljen. Pomaknite klipnjaču ako je potrebno za održavanje poravnanja.
Za pravilno spajanje klina na klipnjaču potrebno je što prije utisnuti klin jer se klipnjača brzo hladi i nakon hlađenja neće biti moguće promijeniti položaj klipnjače.
Nekoliko sekundi nakon što je klipni klip utisnut, otpustite klip iz njegovog držača u alatu i provjerite hoće li se klip slobodno kretati po klipnjači nakon što se klipnjača ohladi.
13. Izvrnite osovinu prilagodbe za ugradnju osovinice klipa i na isti način spojite sljedeći klip i šipku. Nakon što se klipnjača ohladi, podmažite osovinicu motornim uljem kroz rupe na čepovima klipa.
14. Ugradite klipne prstenove redom na klip. Označiti «TOR» na oba kompresijska prstena moraju biti usmjereni prema gore. Prije ugradnje pažljivo pregledajte prstenove kako ih ne biste zbunili. Za postavljanje mjerača potrebna su kliješta. U njihovom nedostatku, duž vanjskog promjera klipa mogu se postaviti tanke metalne ploče (npr. šablone za mjerenje) i popravite prstenove stavljajući ih na te ploče. Uklonite ploče čim prsten bude u razini odgovarajućeg utora. Budite oprezni jer su prstenovi lomljivi i lako se lome.
15. Podmažite klipne prstenove motornim uljem i postavite ih na klip tako da im brave budu pravilno postavljene.
16. Ugradite bravu prstena za struganje ulja na klip kao što je prikazano na (ilustracije 10.16),
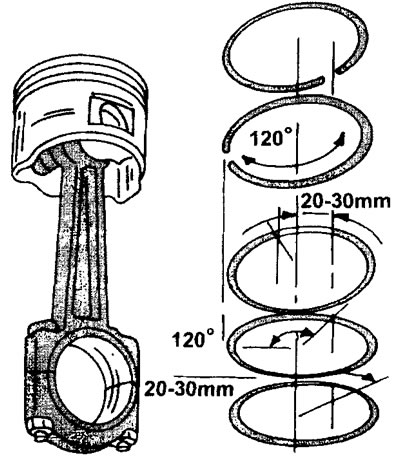
10.16 Položaj klipnih prstenova na klipu
i pomaknite oba kompresijska prstena za 20-30 mm tako da se njihove brave nalaze pod kutom od 120°u odnosu na bravu prstena strugača ulja (vidi sliku 10.17a).
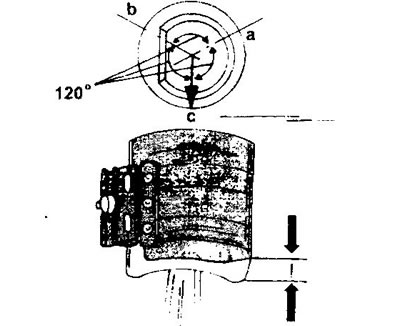
10.17a Klip motora XU10. Montažna čahura za ugradnju ovih klipova u provrte cilindara mora biti montirana tako da donji dio ivice klipa viri ispod čahure (vidi strelice), a, b, c - položaj brava klipnih prstenova na klipu
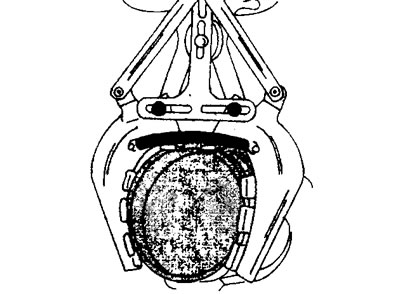
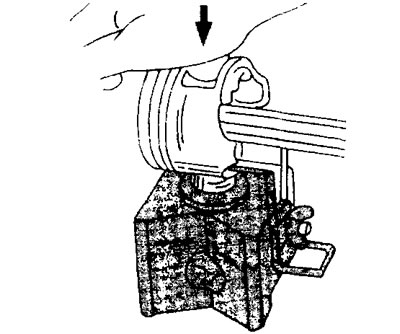
17. Podmažite klipove motornim uljem i umetnite ih u odgovarajuće košuljice cilindra ili provrte u bloku cilindra. Za ugradnju klipova i stiskanje klipnih prstenova potrebna je montažna čahura. Ako su klipovi ugrađeni u radne košuljice cilindra, tada je montažna čahura pričvršćena na klip tako da vrh klipa strši ispod čahure za 4-5 mm (pogledajte ilustraciju).
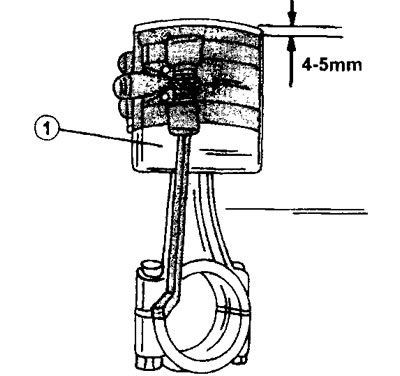
10.17 Pričvršćivanje montažne čahure na klip umetnut u košuljicu cilindra
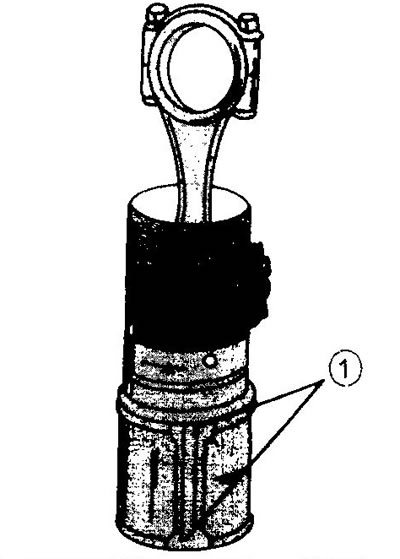
Ovako fiksirana čahura omogućuje ugradnju klipa ispod košuljice cilindra. Kod ugradnje klipova u provrte cilindara, pričvrsna čahura mora biti drugačije montirana. U tom slučaju, rukavac mora biti smješten na klipu tako da donji dio klipa strši (vidi sliku 10.17a). Nakon toga umetnite klip odozgo u provrt cilindra u bloku cilindra (vidi ilustraciju 10.17b).
10.17b Ugradnja klipa s montažnom čahurom u provrt cilindra u bloku cilindra. Uvjerite se da oznake na klipovima i provrtima cilindara odgovaraju
Uvjerite se da oznake na klipovima i provrtima cilindara odgovaraju.
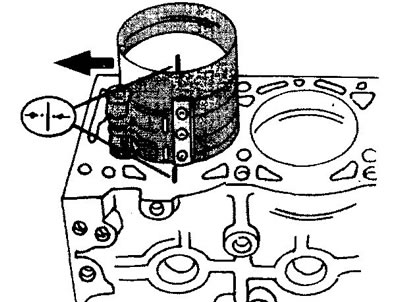
18. Nakon ugradnje klipova u košuljice cilindra, provjerite položaj klipova u njima i uvjerite se da je ravna strana klipnjače paralelna s ravninom na vanjskoj površini čahure, a strelica na dnu klipa pokazuje prema zupčastom remenu (pogledajte ilustraciju).
10.18 Ugradite klipove i klipnjače u košuljice cilindra tako da ravna strana klipnjače bude paralelna s ravninom 1 na vanjskoj površini rukavca
19. Ugradite, ako je potrebno, nove O-prstenove u podnožje rukavaca.
20. Umetnite košuljice u blok cilindra, ne dopuštajući im da se pomiču i izmjerite izbočinu košuljica (pogledajte relevantno poglavlje).
21. Uvjerite se da su oznake na vrhu rukavaca poravnate s oznakama na glavi cilindra i da strelice na dnu cilindara pokazuju prema razvodnom remenu (vidi ilustraciju 10.17b).
22. Ugradite poklopce ležaja klipnjače. Prvo zategnite matice za pričvršćivanje ležaja momentom od 40 Nm, a zatim ih odvrnite i ponovno zategnite, ali momentom od 20 Nm. Nakon toga zategnite sve matice pomoću goniometra za 70°.
23. Uvjerite se da su oznake na klipnjačama i na poklopcima ležajeva na istoj strani.
Nakon što ste zategnuli sve poklopce ležajeva, okrenite radilicu nekoliko puta kako biste bili sigurni da se slobodno okreće i da se nigdje ne zaklinje.