
Uwaga! W niektórych wczesnych produkowanych silnikach w głowicy cylindrów stosowane są śruby starego typu, tj. z sześciokątną główką. W przypadku montażu zespołu tuleja cylindrowa-tłok nowego typu (wycięcie na tulei cylindrowej) we wczesnej wersji silnika (bez wycięcia na tuleje cylindrowe) Bezwzględnie należy wymienić następujące części: śruby głowicy cylindrów (Torx N55), podkładki pod te śruby i zmodyfikowaną uszczelkę pod głowicę. Należy również przestrzegać metody dokręcania głowicy cylindrów specyficznej dla śrub Torx.
Zaślepki zakrywające otwory technologiczne, które należy usunąć w celu całkowitego wyczyszczenia bloku cylindrów
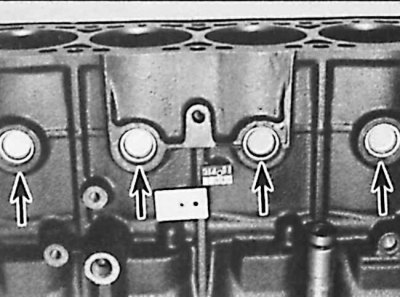
Wtyczki są oznaczone strzałkami.
Nigdy nie skrobaj powierzchni styku części wykonanych ze stopów lekkich; użyj specjalnego środka czyszczącego (Magnus Magstrip lub Framet Decaploc).
Aby całkowicie wyczyścić blok cylindrów, należy usunąć korki technologiczne, wiercąc w nich otwory, wkręcając wkręty samogwintujące i wyjmując korki za pomocą śrub. Po wyczyszczeniu silnika zamontuj nowe świece.
Niezależnie od zastosowanej metody czyszczenia bloku cylindrów, upewnij się, że wszystkie otwory i kanały są całkowicie czyste i suche.
Korbowód i łożyska główne
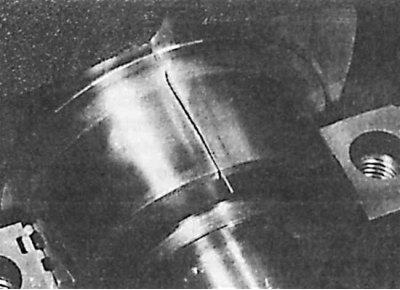
Typowe wady wkładek dousznych

Przy wysokiej jakości konserwacji i regularnych wymianach oleju i filtra oleju, korbowód i łożyska główne wytrzymują bardzo długo. Oznaką uszkodzenia łożysk korbowodu jest regularne, rytmiczne, głośne stukanie od strony wału korbowego. Częstotliwość zależy od prędkości obrotowej silnika. Szczególnie to stukanie jest zauważalne, gdy silnik pracuje pod obciążeniem. Objawowi temu towarzyszy spadek ciśnienia oleju, chociaż zwykle nie jest to zauważalne, chyba że zainstalowany jest czujnik ciśnienia oleju. Uszkodzenie łożyska głównego zwykle sygnalizowane jest wyczuwalnymi wibracjami, szczególnie przy wysokich obrotach silnika, a wibracjom tym towarzyszy wyraźniejszy spadek ciśnienia oleju i "dudnienie" hałas.
Korbowód i panewki główne należy wymienić, jednak łożyska wymontowane z silnika należy poddać oględzinom, gdyż ich stan może decydować o stanie silnika.
Awaria tłoczyska i łożyska głównego może być spowodowana brakiem smarowania, obecnością brudu lub innych ciał obcych, przeciążeniem silnika lub korozją. Przed montażem silnika konieczne jest wyeliminowanie przyczyny awarii ich tulei. Jednym z powodów może być praca silnika na niskich obrotach przy dużych obciążeniach, gdy pompa oleju nie wytwarza wysokiego ciśnienia i wydajności, a olej z kolei jest intensywnie wyciskany z obszaru roboczego z powodu dużego obciążenia. Częste uruchamianie silnika i krótkie przejazdy prowadzą do korozji, ponieważ silnik nie nagrzewa się wystarczająco, aby usunąć wodę i gazy powodujące korozję.
Rozmiar wkładki dousznej
Położenie znaku na bloku cylindrów i wale korbowym
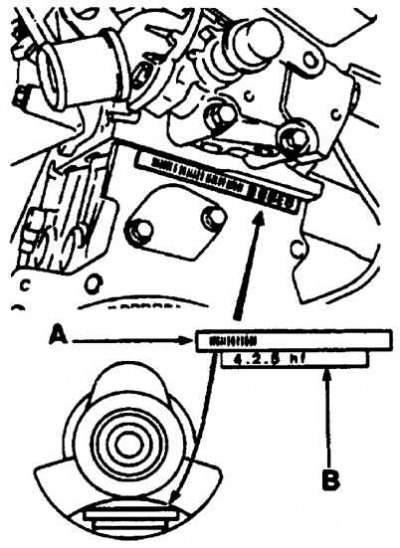
A - kod kreskowy (używany wyłącznie do produkcji),
B - znaki oznaczenia
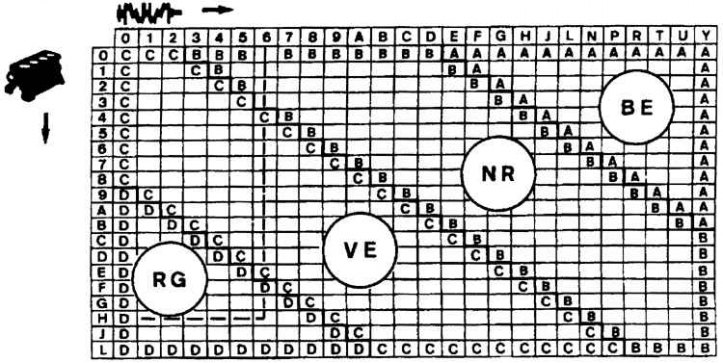
Wstaw tabelę wyboru
We wczesnych silnikach górna i dolna wkładka miały tę samą grubość.
W późniejszych silnikach luz roboczy łożyska został znacznie zmniejszony, a aby ten warunek był spełniony, zastosowano cztery różne tuleje, które są oznaczone kolorowym oznaczeniem na końcu. Kolor etykiety wskazuje na grubość podkładu. Panewka górna na wszystkich łożyskach ma ten sam rozmiar, a luz roboczy reguluje się poprzez ustawienie panewki dolnej o wymaganej grubości.
Silniki 1500 cm3, 1761 cm3 i 1905 cm3
Kolor etykiety | Grubość (mm) | |
Standard | Naprawa | |
| Górna wkładka: | ||
| - żółty | 1,856 | 2,006 |
| Dolna wkładka: | ||
| - niebieski (Klasa A) | 1,836 | 1,986 |
| - czarny (Klasa B) | 1,848 | 1,998 |
| - zielony (klasa C) | 1,859 | 2,009 |
| - czerwony (klasa D) | 1,870 | 2,020 |
Silniki 1998 cm3
Kolor etykiety | Grubość (mm) | |
Standard | Naprawa | |
| Górna wkładka: | ||
| - czarny | 1,847 | N/A |
| Dolna wkładka: | ||
| - niebieski (Klasa A) | 1,844 | N/A |
| - czarny (Klasa B) | 1,857 | N/A |
| - zielony (klasa C) | 1,866 | N/A |
| - czerwony (klasa D) | 1,877 | N/A |
W najnowszych silnikach nowe tuleje można dobierać na podstawie oznaczeń na bloku cylindrów. W przypadku braku znaków wkładki można wybrać tylko poprzez pomiar szczeliny roboczej.
Znaki na bloku cylindrów znajdują się po lewej stronie bloku, a znaki na wale korbowym na końcu środnika wału korbowego. Oznaczenia te można wykorzystać do wybrania wykładziny o wymaganej grubości w następujący sposób.
Na wale korbowym i bloku cylindrów znajdują się dwie linie identyfikacyjne: kod kreskowy używany przez Peugeota w produkcji oraz rząd pięciu oznaczeń. Pierwsze oznaczenie w kolejności odnosi się do rozmiaru wkładki numer 1. Ostatnie oznaczenie w kolejności (któremu towarzyszy strzałka) odnosi się do wkładki w rozmiarze 5 (patrz ryc. Położenie znaku na bloku cylindrów i wale korbowym). Numer oznaczenia jest określany na podstawie określonego czopu wału korbowego i otworu łożyska bloku cylindrów.
Na górnej osi nomogramu zaznaczono oznaczenie wału korbowego i poprowadzono przez ten punkt pionową linię. Na lewej pionowej osi nomogramu zaznaczono oznaczenie bloku cylindrów i przez ten punkt poprowadzono poziomą linię. Punkt przecięcia linii wskazuje rozmiar wkładki, aby zapewnić wymagany prześwit (patrz ryc. Wstaw tabelę wyboru).
Na przykład nomogram pokazuje, że wał korbowy wskazuje na 6, blok cylindrów wskazuje na H, punkt przecięcia w czerwonym obszarze określa, że czerwony (klasa D) najbardziej odpowiedni do uzyskania wymaganego prześwitu.
Sprawdzenie luzu roboczego w łożyskach wału korbowego
Szybko (i dokładniejsze) Metoda polega na użyciu produktu znanego jako "Plastigauge". Składa się z okrągłego pręta z tworzywa sztucznego, który jest ściskany między tuleją a czopem wału korbowego. Po zdjęciu osłony i dolnej wkładki dokonuje się pomiaru odkształconego plastikowego pręta za pomocą specjalnego szablonu, który znajduje się w zestawie "Plastigauge".
1. Na tulejach zainstalowanych w bloku silnika wał korbowy jest montowany bez smarowania. Czopy i tuleje wału korbowego muszą być idealnie czyste i suche.
2. Odetnij kilka kawałków plastikowego pręta "Plastigauge" (powinny być nieco krótsze niż szerokość łożysk głównych) i zainstaluj je na każdym czopie wału korbowego.
3. Zamontować osłony z dolnymi wkładkami i dokręcić śruby mocujące wymaganym momentem obrotowym. W trakcie pomiaru luk metodą "Plastigauge" nie obracaj wałem korbowym.
4. Odkręć pokrywę nasadki wkładki, zdejmij ją i przymocuj wydrukowaną na opakowaniu podziałkę do odkształconego plastikowego pręta. Porównując szerokość zdeformowanego pręta z tworzywa sztucznego z szerokością odniesienia na podziałce, określ wielkość szczeliny.
5. Na koniec dokładnie wyczyść wszystkie ślady Plastigauge z łożysk i wału korbowego.