
Deformarea maximă a suprafeței de împerechere a capului blocului nu este mai mare de 0,03 mm.
Canalele de admisie a amestecului aer-combustibil din chiulasă au o formă elicoidală complexă, care contribuie la formarea unui vortex. Sunt folosite scaune noi și ghidaje de supape din oțel recoapt.
Etanșarea dintre carcasa lagărului arborelui cu came și chiulasa este realizată cu etanșant de tip CAF 33.
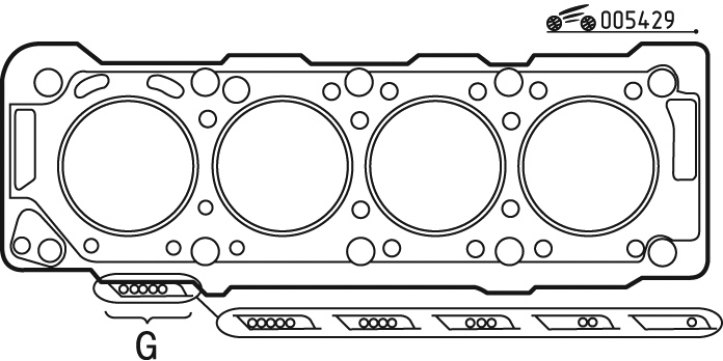
Orez. 4.29. Marcarea garniturii chiulasei pentru motoarele DW10 TD și DW10 ATED: G - zona de marcare
Între cap și blocul cilindrilor este instalată o garnitură de grosime corespunzătoare, marcarea acesteia fiind prezentată în fig. 4.29. Grosimea garniturii este selectată în funcție de cantitatea de proeminență a pistoanelor deasupra suprafeței de îmbinare. Există 5 grade de garnituri metalice multistrat (fila. 4.2).
Tabelul 4.2. Alegerea garniturii
Proeminența pistonului, mm | Grosimea, mm | Numărul de găuri din zona G |
0,47-0,604 | 1,30±0,06 | 1 |
0,605-0,654 | 1,35±0,06 | 2 |
0,655-0,704 | 1,40±0,06 | 3 |
0,705-0,754 | 1,45±0,06 | 4 |
0,755-0,83 | 1,50±0,06 | 5 |