
Motoare bloc din aliaj de aluminiu
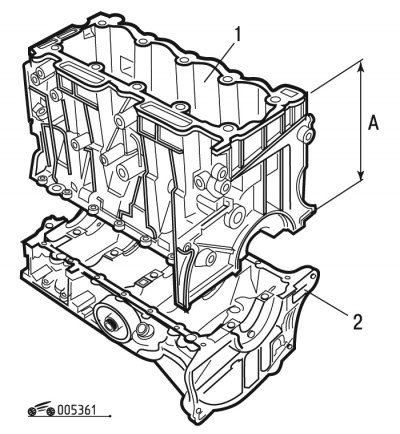
Orez. 3,61. Bloc cilindric din aliaj de aluminiu: 1 - bloc cilindric; 2 - carcasa capacelor inferioare ale rulmenților principali ai arborelui cotit
Bloc cilindric al motoarelor cu un volum de lucru de 1,1; 1,4 l este turnat din aliaj de aluminiu și tratat termic. Găurile pentru instalarea căptușelilor cilindrilor sunt realizate în părțile superioare și mijlocii ale blocului. În partea inferioară a manșonului există o curea lustruită, în care este realizată o canelură pentru instalarea unui inel de cauciuc de etanșare. Etanșarea din partea superioară este asigurată de garnitura chiulasei. Înălțimea blocului cilindrilor A este dată în fig. 3,61. Înălțimea blocului de cilindri pentru diferite motoare este dată în tabel. 3.5.
Tabelul 3.5. Înălțimea blocului
| tipul motorului | A±0,05 mm |
| TU9-TU1-TU2.4 | 187,48 |
| TU3-TU2J2 | 206,98 |
Avertizare! Carcasa capacelor lagărelor principale inferioare este prelucrată împreună cu blocul cilindrilor. Prin urmare, cazurile nu sunt interschimbabile. Montarea pe blocul cilindrilor a carcasei capacelor inferioare ale rulmenților radicali de la alt motor nu este permisă.
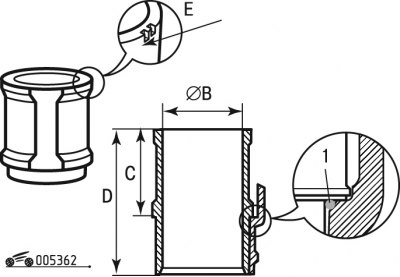
Orez. 3,62. Cilindru de linie: 1 - inel de etanșare a căptușelii cilindrului
Etanșeitatea blocului de cilindri este asigurată de un inel de etanșare din cauciuc 1 (orez. 3,62).
Diametrele căptușelii cilindrului (marimea B) împărțit în 3 clase. Clasa de mâneci poate fi determinată (vezi înștiințarea E) doua feluri:
- prin accident vascular cerebral (crestătură), aplicat pe capătul mânecii de sus;
- prin inscriptie (literă+trăsătură).
Identificarea clasei:
- mânecă clasa A - inscripție sau o singură lovitură;
- mânecă clasa B - o inscripție sau două timpi;
- manșon clasa C - o inscripție sau trei lovituri.
Avertizare! La asamblarea motorului în manșoane, trebuie instalate pistoane din aceeași clasă ca și manșonul.
Dimensiunile căptușelii cilindrului sunt date în tab. 3.6.
Tabelul 3.6. Dimensiunile căptușelii cilindrului
Cod motor | mărimea (diametrul interior) B (vezi fig. 3,62), mm | mărimea (înălţime) (vezi fig. 3,62), mm | |||
clasa a | clasa B | clasa C | C | D | |
TU9 | de la 70 la 70.01 | de la 70.01 la 70.02 | de la 70.02 la 70.03 | 85+0,030 | |
TU1 | de la 72 la 72.01 | de la 72.01 la 72.02 | de la 72.02 la 72.03 | ||
TU2J2-TU3 | de la 75 la 75.01 | de la 75.01 la 75.02 | de la 75.02 la 75.03 | 90±0,015 | 135,4 |
TU2.4 | 85+0,030 | 120,9 | |||
Toleranța de planeitate a blocului cilindric este de 0,05 mm.
Motoare cu bloc cilindri din fontă
Blocul cilindri al motoarelor cu un volum de lucru de 1,6 litri este realizat din fonta speciala slab aliata, cilindrii sunt realizati direct in bloc.
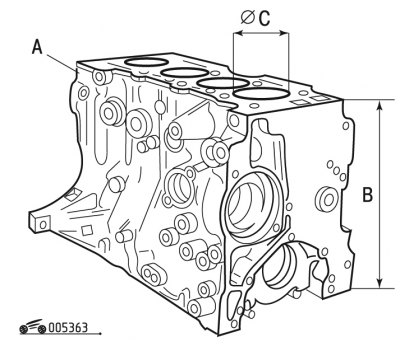
Orez. 3,63. Bloc cilindric din fontă
Anunțul A (orez. 3,63): marca de identificare (R1), gravat pe blocul cilindrilor - dimensiune reparatie. Unele dimensiuni ale blocului cilindric din fontă sunt date în tabel. 3.7.
Tabelul 3.7. Dimensiuni bloc din fontă
Cod motor | mărimea (diametrul interior) CU (orez. 3,63), mm | Marime nominala (înălţime) ÎN (orez. 3,63), mm | ||
nominal | reparație | |||
TU3 | 75 | 75,4 | 265,23 | |
TU5 | 78,5 | 78,9 | ||
Este posibil să alezați cilindri pentru repararea pistoanelor. După găurirea cilindrilor, suprafețele acestora trebuie șlefuite.
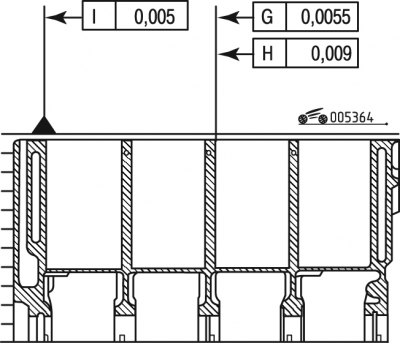
Orez. 3.64a. Toleranța formei și poziției cilindrilor în bloc: G - abaterea axei cilindrului de la verticală; H - respectarea normei de forma cilindrului; I - planeitate
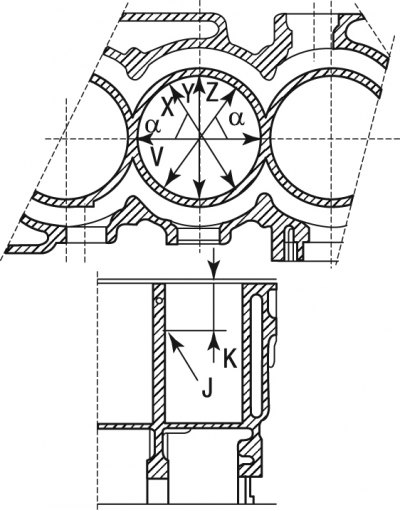
Orez. 3.64b. Măsurarea durității peretelui cilindrului: J - locația mingii; K=50mm; a=60°
Măsurați diametrele în direcțiile V, X, Y, Z (orez. 3.64b).
valori măsurate (în mm) ar trebui să fie în intervalul:
- pentru motoarele TU3: 75 =< V, X, Y, Z =< 75,018;
- pentru motoarele TU5: 78,5 =< V, X, Y, Z =< 78,518.
Distanța maximă între 12 măsurători este de 0,018 mm.
Capacele lagărelor principale sunt prelucrate împreună cu blocul cilindrilor. Prin urmare, nu sunt interschimbabile și au urme pe suprafața exterioară pentru a le distinge.