
Пажња! У неким моторима ране производње користе се вијци старог типа у глави цилиндра, тј. са шестоугаоном главом. У случају монтаже цилиндар-клип склоп новог типа (зарез на облогама цилиндара) у мотору ране производње (без изреза на облогама цилиндара) Следећи делови морају бити замењени без грешке: вијци главе цилиндра (Torx N55), подлошке за ове завртње и модификовану заптивку главе. Такође се мора поштовати метода затезања главе мотора специфична за Торк завртње.
Чепови који покривају технолошке рупе које се морају уклонити да би се блок цилиндра потпуно очистио
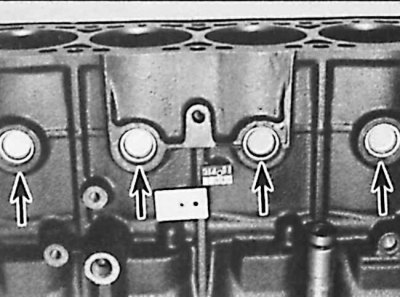
Утикачи су означени стрелицама.
Никада немојте стругати спојне површине делова направљених од лаких легура; користите специјално средство за чишћење (Магнус Магстрип или Фрамет Децаплоц).
Да бисте потпуно очистили блок цилиндра, уклоните технолошке чепове тако што ћете избушити рупе у њима, увртати завртње за самопрезивање и уклонити утикаче помоћу вијака. Након чишћења мотора, уградите нове утикаче.
Без обзира на метод који се користи за чишћење блока цилиндра, уверите се да су сви отвори и пролази потпуно чисти и суви.
Клипњача и главни лежајеви
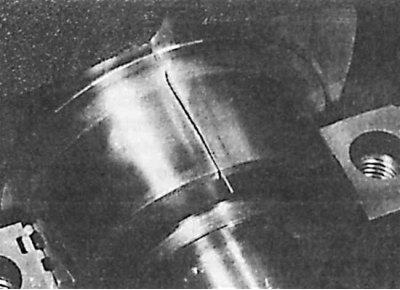
Типични дефекти слушалица

Уз квалитетно одржавање и редовну замену уља и филтера за уље, клипњача и главни лежајеви трају веома дуго. Знак оштећења лежајева клипњаче је редовно ритмично гласно куцање са стране радилице. Учесталост зависи од брзине мотора. Ово куцање је посебно приметно када мотор ради под оптерећењем. Овај симптом је праћен падом притиска уља, иако се то обично не примећује осим ако није инсталиран прекидач притиска уља. Оштећење главног лежаја се обично указује на приметну вибрацију, посебно при великим брзинама мотора, а ова вибрација је праћена значајнијим падом притиска уља и буком "звецкања".
Клипњача и главни лежајеви морају бити замењени, међутим, лежајеви уклоњени са мотора морају бити подвргнути прегледу, јер њихово стање може одредити стање мотора.
Квар шипке и главног лежаја може бити последица недостатка подмазивања, присуства прљавштине или других страних материја, преоптерећења мотора или корозије. Пре састављања мотора потребно је елиминисати узрок квара њихових кошуљица. Један од разлога може бити рад мотора при малим брзинама при великим оптерећењима, када пумпа за уље не ствара висок притисак и продуктивност, а уље се, заузврат, интензивно истискује из радног простора због великог оптерећења.. Честа паљења мотора и кратка путовања доводе до корозије јер се мотор не загрева довољно да уклони воду и корозивне гасове.
Одређивање величине слушалица
Локација ознаке на блоку цилиндра и радилици
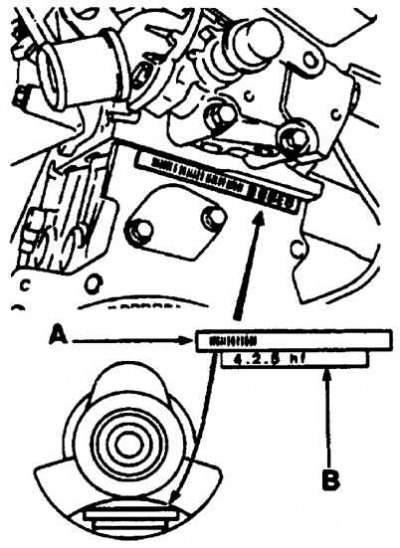
А - бар код (користи се само за производњу),
Б - ознаке ознака
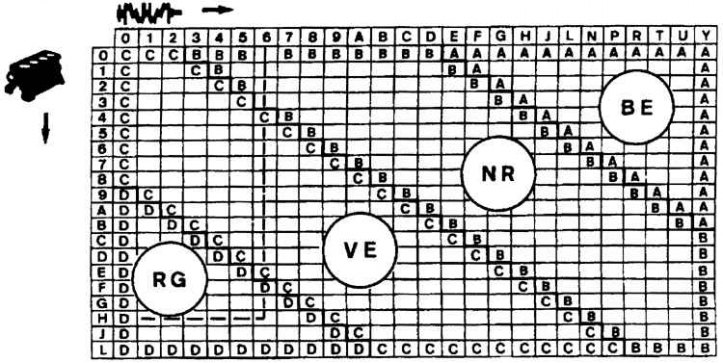
Уметните табелу избора
На раним моторима, горња и доња облога су биле исте дебљине.
На каснијим моторима радни зазор лежаја је значајно смањен, а да би се овај услов испунио користе се четири различите кошуљице које су означене обојеном ознаком на крају. Боја етикете означава дебљину кошуљице. Горња шкољка на свим лежајевима има исту величину, а радни зазор се подешава подешавањем доње шкољке потребне дебљине.
Мотори 1500 цм3, 1761 цм3 и 1905 цм3
| Боја етикете | Дебљина (мм) | |
| Стандард | Репаир | |
| Горња линија: | ||
| - жута | 1,856 | 2,006 |
| Доња линија: | ||
| - Плави (Класа А) | 1,836 | 1,986 |
| - црн (Класа Б) | 1,848 | 1,998 |
| - зелен (Класа Ц) | 1,859 | 2,009 |
| - црвено (Класа Д) | 1,870 | 2,020 |
Мотори 1998 цм3
| Боја етикете | Дебљина (мм) | |
| Стандард | Репаир | |
| Горња линија: | ||
| - црн | 1,847 | N/A |
| Доња линија: | ||
| - Плави (Класа А) | 1,844 | N/A |
| - црн (Класа Б) | 1,857 | N/A |
| - зелен (Класа Ц) | 1,866 | N/A |
| - црвено (Класа Д) | 1,877 | N/A |
На најновијим моторима, нове кошуљице се могу одабрати према ознакама на блоку цилиндара. У недостатку ознака, облоге се могу одабрати само мерењем радног зазора.
Ознаке на блоку цилиндра су на левој страни блока, а ознаке на радилици су на крају мреже радилице. Ове ознаке се могу користити за одабир кошуљице потребне дебљине на следећи начин.
Постоје две линије идентификације на радилици и блоку цилиндра: бар код који Peugeot користи у производњи и ред од пет ознака. Прва ознака у низу се односи на величину уметка са бројем 1. Последња ознака у низу (који је праћен стрелицом) односи се на линију величине број 5 (види сл. Локација ознаке на блоку цилиндра и радилици). Број ознаке се одређује на основу специфичног отвора лежаја радилице и блока цилиндра.
На горњој оси номограма означена је ознака радилице и кроз ову тачку се повлачи вертикална линија. На левој вертикалној оси номограма означена је ознака блока цилиндра и кроз ову тачку се повлачи хоризонтална линија. Тачка пресека линија означава величину кошуљице да би се обезбедио потребан размак (види сл. Уметните табелу избора).
На пример, номограм показује да радилица показује на 6, блок цилиндра показује на Х, тачка пресека у црвеној области одређује да црвена (Класа Д) најпогоднији за добијање потребне дозволе.
Провера радног зазора у лежајевима радилице
Фаст (и тачније) метода је коришћење производа познатог као "Пластигауге". Састоји се од округле пластичне шипке која је стиснута између чауре и рукавца радилице. Након уклањања поклопца и доњег уметка, деформисана пластична шипка се мери посебним шаблоном, који је укључен у комплет "Пластигауге".
1. Радилица је уграђена без подмазивања на облоге уграђене у блок мотора. Огласи и кошуљице радилице морају бити савршено чисти и суви.
2. Одрежите неколико комада пластичне шипке "Пластигауге" (треба да буду нешто краће од ширине главних лежајева) и инсталирајте их на сваки рукавац радилице.
3. Поставите поклопце са доњим чаурама и притегните монтажне завртње потребним обртним моментом. Немојте ротирати радилицу док мерите зазоре методом "Пластигауге".
4. Одврните поклопац наставка за кошуљицу, уклоните га и причврстите скалу одштампану на паковању на деформисану пластичну шипку. Упоређујући ширину деформисане пластичне шипке са референтном ширином на скали, одредите величину зазора.
5. На крају, темељно очистите све трагове Пластигауге-а са облога и радилице.