
2. Витягнути штовхачі разом з шайбами і розкласти їх по порядку, щоб не переплутати (див. фотографію).

3. Від'єднати перепускні паливні трубки, що залишилися, і вивернути форсунки. Зняти спеціальні шайби.
4. Від'єднати дроти від свічок розжарення та вивернути їх.
5. Вивернути гайки та болти та зняті головки циліндрів впускний та випускний колектори. Зняти прокладку випускного колектора.
6. За допомогою пристосування для сушіння клапанів притиснути тарілку пружини одного з клапанів для того, щоб можна було дістатися сухарів. Клапани стоять глибоко, так що, можливо, потрібно надставити кінець розсмачувача за допомогою трубки, в якій прорізане "віконце" для отримання доступу до сухарів. Витягнути сухарі та зняти розсмачувач. Зняти тарілку, велику та маленьку пружини клапана та гніздо пружини, а потім витягнути клапан із головки циліндрів (див. фотографії). Повторити зазначену процедуру на інших 7 клапанах, розкладаючи клапани та деталі, що відносяться до них, по порядку, щоб не переплутати. При необхідності зняти заглушку отвору для встановлення фаз газорозподілу.
 |  |
 |  |
 |  |
Примітка: на моделях з 1989 р. випуску (тобто приблизно з вересня 1988 р.) клапани мають одну пружину замість двох, що раніше використовувалися.
Модифікації випускних клапанів та сідел клапанів на останніх моделях
З кінця 1992 р. всі двигуни обладнуються такими ж випускними клапанами та їх сідлами, як двигун XUD9TE. Для того, щоб прийняти більш товсту головку випускного клапана зі збереженням того ж ступеня стиснення, сідла випускних клапанів втоплені на 2,5 мм замість 2,0 мм, як це було раніше.
Головки циліндрів, що мають випускні клапани та сідла нового типу, можна відрізнити по проточці діаметром 9,0 мм у припливі над свічкою розжарення (на двигунах старого типу діаметр проточки становить 7,0 мм).
Маркування випускних клапанів нового типу див. на Д/рис. 8.7.

8. Очистити всі деталі та оглянути їх на зношування. Підготувати нові прокладки для головки циліндрів, колекторів, клапанної кришки та корпусу термостату. Оглянути головку на наявність тріщин та інших ушкоджень.
9. За допомогою лінійки та щупів товщиноміра перевірити поверхню головки циліндрів на викривлення по діагоналі та вздовж країв (див. фотографію та Д/рис. 1.10). Не встановлюйте лінійку над камерами вихрових, т.к. вони можуть виступати над поверхнею головки циліндрів. При деформації, що перевищує припустимі межі, можна перешліфувати головку (виготовляється фахівцем). Сідла клапанів та вихрові камери також мають бути перешліфовані, а під пружини клапанів мають бути встановлені спеціальні шайби. Головка, яку не можна упорядкувати за допомогою перешліфування, або головка, в якій розподільний вал не може вільно повертатися, повинна бути замінена.
 |  |
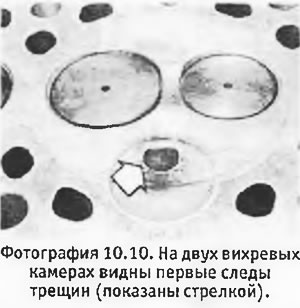
10. Оглянути сідла клапанів та вихрові камери на обгорання та наявність тріщин (див. фотографію). Як сідла, так і камери можуть бути замінені, проте ця робота виконується фахівцем.
11. За допомогою циферблатного приладу перевірити, щоб розмір виступу вихрових камер не виходив за задані межі (див. Специфікації і фотографії).
 |  |
12. Перевірити кожен клапан на викривлення, обгорання та наявність тріщин, а також на посадку в напрямній втулці. Надлишковий люфт клапана у втулці може бути викликаний зносом або самого клапана, або втулки. Щоб визначити це, слід заміряти шток клапана за допомогою мікрометра або спробувати встановити в втулку новий клапан.
13. Направляючі втулки клапанів можна замінити, однак ця робота вимагає використання спеціального преса та розширювача і повинна виконуватись фахівцем.
14. Невеликі дефекти на поверхні ущільнювачів головок клапанів можуть бути прибрані в ході притирання. Більш серйозні дефекти вимагають перешліфування клапанів або їх заміни. Після притирання клапанів слід за допомогою циферблатного приладу перевірити, щоб головки клапанів були втоплені щодо поверхні головки циліндрів не більше, ніж це потрібно Специфікаціям.

15. Нові або перешліфовані клапани та сідла повинні бути притерті один до одного наступним чином (при гарній посадці клапанів на сідла можна обійтися без грубої пасти для притирання).
16. Перевернути головку циліндрів та надійно підперти її. Нанести трохи грубої карборундової пасти на ущільнювальний "поясок" головки клапана, вставити клапан у його направляючу втулку і напівобертовими рухами притерти його до сідла. Зазвичай це робиться за допомогою спеціального інструменту для притирання клапанів (див. фотографію). Іноді слід піднімати клапан для того, щоб перерозподілити пасту.

17. Після того, як на сідлі та головці клапана з'являться тьмяні матові смужки, стерти пасту та повторити весь процес з дрібною карборундовою пастою.
18. Після того, як всі клапани будуть притерті до своїх сідлів, зчистити всі сліди пасти для притирання спочатку ганчіркою, змоченою в гасі, а потім чистими сухими ганчірками. По можливості продути клапани, сідла та напрямні втулки стисненим повітрям.
19. Оглянути пружини клапанів на втомне знос і по можливості порівняти їх довжину з довжиною нових пружин. Якщо двигун досить багато відходив, рекомендується замінити пружини незалежно від їх стану.
20. Оглянути штовхачі та їх канали на стирання та інші пошкодження.
21. Оглянути підшипники розподільного валу в головці циліндрів і в кришках. Оглянути розподільний вал.
22. Оглянути шпильки колекторів та кришки підшипників розподільного валу. За необхідності замінити їх, скориставшись спеціальним знімачом для шпильок або за допомогою 2 гайок, нагвинчених на відкриту частину різьблення шпильки. Якщо ви випадково зніміть шпильку, що знаходиться в хорошому стані, її треба встановити на місце, попередньо очистивши її різьблення і змастивши складом для фіксації різьбових з'єднань.
23. Почати складання зі змащування маслом штока першого клапана. Покласти головку циліндрів на бік, вставити клапан у напрямну втулку і встановити гніздо пружини, потім велику та маленьку пружини клапана (будь-якою стороною) та тарілку пружини.
24. Стиснути пружини за допомогою розсмачувача та встановити сухарі. Нанести на сухарі трохи мастила, щоб вони трималися на штоку клапана, і обережно відпустити пружини. Зняти сушарку.
25. Повторити зазначену процедуру на решті 7 клапанів. Встановити заглушку отвору для встановлення фаз газорозподілу (якщо знімалася).
26. Встановити впускний та випускний колектори з новими прокладками та поступово затягнути їх гайки.
27. Встановити свічки розжарення та затягнути їх до потрібного моменту (див. розділ 3). Підключити дроти до свічок.
28. Встановити форсунки разом із їхніми шайбами і затягнути їх до потрібного моменту (див. розділ 3). Підключити перепускні трубки палива.
29. Змастити штовхачі маслом і вставити їх у канали разом із регулювальними шайбами. Перевірити, щоб усі штовхачі та шайби пішли на свої вихідні місця, і щоб шайби стояли стороною, на якій вказано розмір, вниз. Записати товщини всіх шайб відповідно до їх положення для подальшого регулювання клапанних зазорів.
30. Встановити розподільний вал.
Двигун XUD7T/L - модифікації
1. Починаючи з кінця 1992 р. у двигун XUD7T, що стоїть на моделях 205 і 309, внесено зміни для приведення його у відповідність до нових європейських правил з контролю за емісією. Модифікований двигун має позначення XUD7T/L, де "L" вказує на рівень контролю за емісією. Моделі, обладнані модифікованим двигуном, мають таке позначення на ідентифікаційній пластині:
- 205 моделі 1CV2P
- 309 моделі без кондиціонера повітря 1CV2M
- 309 моделі з кондиціонером повітря 1CV2N
2. Модифікований двигун обладнаний ТНВД та форсунками Lucas. На тримачах форсунок є 2 кольорові ідентифікаційні мітки - одна на боці тримача, що вказує калібрування форсунки, і друга (зелене кільце по верху форсунки), що вказує на те, що форсунка забезпечує рівень "L" контролю за емісією.

Маслознімні ковпачки - всі двигуни, що мають в позначенні букву "L"
3. Всі двигуни, що мають в позначенні букву "L" (включаючи XUD7T/L), мають маслознімні ковпачки впускних та випускних клапанів. Ці ковпачки повинні замінюватись незалежно від їх стану після кожного зняття клапанів. За винятком цього процедура перебирання залишилася такою самою, як і для ранніх моделей.