
Увага! У деяких двигунах раннього періоду випуску голівці блоку циліндрів використані болти старого типу, тобто. із шестигранною головкою. У разі складання вузла гільза циліндра-поршень нового типу (виріз на гільзах циліндрів) у двигуні раннього періоду випуску (без вирізу на гільзах циліндрів) слід обов'язково замінити наступні деталі: болти головки блоку циліндрів (Torx N55), шайби під ці болти та модифіковану прокладку головки. Слід також дотримуватися методу затягування головки блоку циліндрів, специфічний для болтів Torx.
Пробки, що закривають технологічні отвори, які необхідно витягти для повного очищення блоку циліндрів
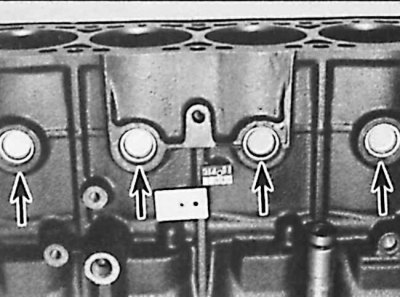
Затори вказані стрілками.
Ніколи не можна шарувати поверхні з'єднання деталей, виготовлених з легких сплавів; слід використовувати спеціальний очисний засіб (Magnus Magstrip або Framet Decaploc).
Для повного очищення блоку циліндрів витягти технологічні пробки, для чого просвердлити в них отвори, вкрутити гвинти, що самонарізають, і за гвинти витягнути пробки. Після чищення двигуна встановити нові пробки.
Незалежно від методу очищення блоку циліндрів слід переконатися, що всі отвори і канали повністю очищені і висушені.
Шатунні та корінні вкладиші
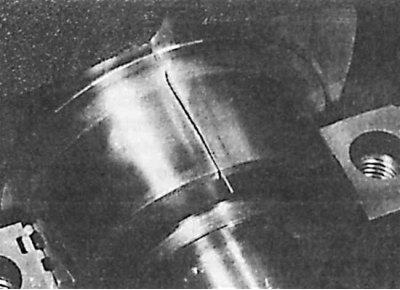
Типові дефекти вкладишів

При якісному обслуговуванні та регулярній заміні олії та масляних фільтрів шатунні та корінні вкладиші служать дуже довго. Ознакою пошкодження шатунних підшипників є регулярний ритмічний гучний стукіт з боку колінчастого валу. Частота залежить від обертів двигуна. Особливо цей стукіт помітний, коли двигун працює під навантаженням. Ця ознака супроводжується падінням тиску олії, хоча зазвичай це непомітно, якщо не встановлено датчик тиску олії. На пошкодження корінного підшипника зазвичай вказує помітна вібрація, особливо на великих обертах двигуна, і ця вібрація супроводжується більш істотним падінням тиску масла і шумом, що "гуркотить".
Шатунні та корінні вкладиші підлягають обов'язковій заміні, проте зняті з двигуна вкладиші необхідно піддати експертизі, оскільки за їх станом можна визначити стан двигуна.
Вихід їх ладу шатунних і корінних вкладишів може відбуватися через брак мастила, присутність бруду чи інших сторонніх частинок, навантаження двигуна чи корозії. Перед складання двигуна необхідно усунути причину виходу їх ладу вкладишів. Однією з причин може бути експлуатація двигуна на малих оборотах при високих навантаженнях, коли масляний насос не створює високого тиску та продуктивності, а олія, у свою чергу, через високе навантаження інтенсивно видавлюється з робочої зони. Часті запуски двигуна та поїздки на короткі відстані призводять до корозії, оскільки двигун не прогрівається достатньою мірою для того, щоб видалити водяні та корозійні гази.
Визначення розміру вкладишів
Розташування позначки на блоці циліндрів та колінчастому валу
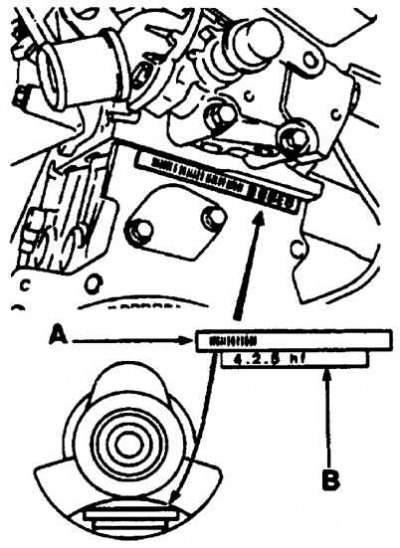
А - штриховий код (використовується тільки для виробництва),
B – знаки позначення
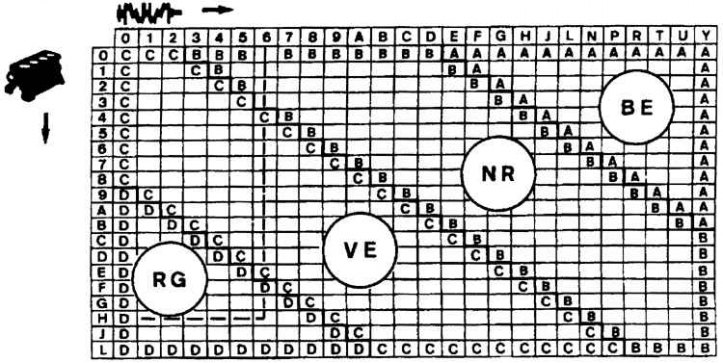
Діаграма вибору вкладок
На ранніх двигунах верхні та нижні вкладиші мали однакову товщину.
На пізніх двигунах робочий зазор підшипника був значно зменшений і для того, щоб ця умова виконувалася, застосовують чотири різних вкладиші, які позначені кольоровою міткою на торці. Колір мітки означає товщину вкладиша. Верхній вкладиш на всіх підшипниках має однаковий розмір, а робочий зазор регулюється установкою нижньої вкладки необхідної товщини.
Двигуни 1500 см3, 1761 см3 та 1905 см3
| Колір мітки | Товщина (мм) | |
| Стандарт | Ремонт | |
| Верхній вкладиш: | ||
| – жовтий | 1,856 | 2,006 |
| Нижня вкладка: | ||
| – блакитний (Клас А) | 1,836 | 1,986 |
| – чорний (Клас B) | 1,848 | 1,998 |
| – зелений (Клас C) | 1,859 | 2,009 |
| – червоний (Клас D) | 1,870 | 2,020 |
Двигуни 1998 см3
| Колір мітки | Товщина (мм) | |
| Стандарт | Ремонт | |
| Верхній вкладиш: | ||
| – чорний | 1,847 | N/A |
| Нижня вкладка: | ||
| – блакитний (Клас А) | 1,844 | N/A |
| – чорний (Клас B) | 1,857 | N/A |
| – зелений (Клас C) | 1,866 | N/A |
| – червоний (Клас D) | 1,877 | N/A |
На пізніших двигунах нові вкладиші можуть бути обрані з урахуванням знаки на блоці циліндрів. За відсутності міток вкладки можуть бути підібрані лише вимірюванням робочого зазору.
Мітки на блоці циліндрів знаходяться на лівій стороні блоку, а мітки колінчастого валу знаходяться на торці перемички колінчастого валу. Ці мітки можуть використовуватися для вибору вкладки необхідної товщини наступним чином.
На колінчастому валу та блоці циліндрів є дві лінії ідентифікації: штриховий код, який використовується Peugeot при виробництві та ряд із п'яти позначень. Перше позначення послідовності відноситься до розміру номера 1 вкладиша. Останнє позначення в послідовності (яке супроводжується стрілкою) відноситься до розміру номера 5 вкладиша (див. рис. розташування позначки на блоці циліндрів і колінчастому валу). Визначають номер позначення від певної шийки колінчастого валу та отвори підшипника блоку циліндрів.
На верхній осі номограми відзначають позначення колінчастого валу і цю точку проводять вертикальну лінію. На вертикальній лівій осі номограми відзначають позначення блоку циліндрів і через цю точку проводять горизонтальну лінію. Точка перетину ліній вказує розмір вкладки для забезпечення необхідного зазору (див. рис. діаграма вибору вкладок).
Наприклад, номограма показує, що колінчастий вал вказує 6, блок циліндрів вказує на H, точка перетину в межах червоної області визначає, що червоний (Клас D) найбільш підходящий для отримання необхідного зазору.
Перевірка робочого зазору в підшипниках колінчастого валу
Швидкий (і точніший) метод полягає в тому, щоб використовувати виріб, відомий як "Plastigauge". Воно складається з круглого пластикового стрижня, який стискається між вкладишем та шийкою колінчастого валу. Після зняття кришки та нижньої вкладки деформований пластиковий стрижень вимірюється спеціальним шаблоном, який є в комплекті "Plastigauge".
1. На встановлені в блок циліндрів двигуна вкладиші встановлюють без змащення колінчастий вал. Шийки колінчастого валу та вкладиші повинні бути абсолютно чистими та сухими.
2. Відрізати кілька шматочків пластикового стрижня "Plastigauge" (вони повинні бути трохи коротшими, ніж ширина головних підшипників) і встановити їх на кожну шийку колінчастого валу.
3. Встановити кришки з нижніми вкладками і затягнути болти кріплення необхідним моментом. У процесі проведення вимірювання проміжків методом "Plastigauge" не обертати колінчастий вал.
4. Відкрутити кришку кріплення вкладки, зняти її і до деформованого пластикового стрижня прикласти масштабну лінійку, надруковану на упаковці. Порівнюючи ширину деформованого пластикового стрижня з контрольною шириною масштабної лінійці, визначити величину зазору.
5. На завершення ретельно очистити всі сліди Plastigauge-матеріалу з вкладишів і колінчастого валу.